品牌 其他品牌 应用领域 地矿,电子/电气/通讯/半导体,铁路/船舶/交通,航空航天,电池/电源
上海腾桦电气设备有限公司
上海腾桦电气设备有限公司,成立于2018年3月,注册资金500万,是一家从事技术设备销售的公司。主要从事工业自动化产品销售和系统集成的高新技术企业
长期与德国SIMATIC(西门子).瑞士ABB.美国罗克韦尔(AB).法国施耐德.美国霍尼韦尔.美国艾默生合作。
公司有专业的技术团队,销售团队,公司成员150于人.为客户提供专业的技术支持,产品资料,售后服务。
在工控领域,公司以精益求精的经营理念,从产品、方案到服务,致力于塑造一个“行业专家”品Pai,以实现可持续的发展。
西门子S7-300,S7-400系列PLC● 西门子S7-200CN,ET200系列产品 ● 西门子人机界面,各类触摸屏,操作屏,电缆,软启动,变频器
SIEMENS 可编程控制器
1、 SIMATIC S7 系列PLC:S7-200、S7-1200、S7-300、S7-400、ET-200
2、 逻辑控制模块 LOGO!230RC、230RCO、230RCL、24RC、24RCL等
3、 SITOP开关电源
4、HMI 触摸屏TD200 TD400C OP177 TP177,MP277 MP377.gifSIEMENS 交、直流传动装置
1、 交流变频器 MICROMASTER系列:MM420、MM430、MM440、G110、G120.
2、全数字直流调速装置 6RA23、6RA24、6RA28、6RA70、6SE70系列
SIEMENS 数控 伺服SINUMERIK:801、802、828D,808D, 840D、611U、S120系统伺报电机,伺服驱动等备件销售
低压软启动器:3RW30,3RW40,3RW44等系列
=================================
我公司大量现货供应,价格优势,品质保证,德国原装进口
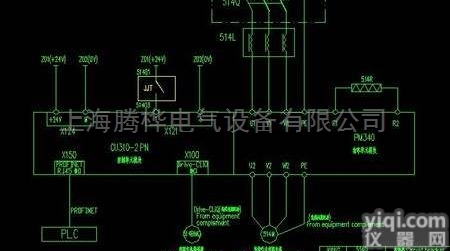
西门子ZY控制器CPU313C-2PTP

人机界面和其它的 SIMATIC S7/C7自动化。
(1) 每半年或季度检查PLC柜中接线端子的连接情况,若发现松动的地方及时重新坚固连接;
(2) 对柜中给主机供电的电源每月重新测量工作电压;
设备定期清扫
(1) 每六个月或季度对PLC进行清扫,切断给PLC供电的电源把电源机架、CPU主板及输入/输出
板依次拆下,进行吹扫、清扫后再依次原位安装好,将全部连接恢复后送电并启动PLC主机。认真清
扫PLC箱内卫生;
(2) 每三个月更换电源机架下方过滤网;
检修前
(1) 检修前好工具;
(2) 为保障元件的功能不出故障及模板不损坏,必须用保护装置及认真作防静电工作;
(3) 检修前与调度和操作工联系好,需挂检修Pai处挂好检修Pai;
设备拆装顺序及
(1) 停机检修,必须两个人以上监护操作;
(2) 把CPU前面板上的选择开关从“运行”转到“停”位置;
(3) 关闭PLC供电的总电源,然后关闭其它给模坂供电的电源;
(4) 把与电源架相连的电源线记清线号及连接位置后拆下,然后拆下电源机架与机柜相连的
螺丝,电源机架就可拆下;
(5) CPU主板及I/0板可在模板下方的螺丝后拆下;
(6) 安装时以相反顺序进行;
西门子ZY控制器CPU313C-2PTP
对于一个刚进入市场的家电产品而言,在其产品种类比较少价格又较高的情况下,如何让消费者去尝试接受它就显得极为重要。为此西门子家电的营销售货员对市场进行了细分,将投入市场的款西门子洗衣机定位为性能优越外形豪华的产品,打开市场首先要从那些家庭收较高,追求高尚生活方式的消费群入手。
详细介绍:
1.SIMATICS7-200PLCS7-200PLC是超小型化的PLC,它适用于各行各业,各种场合中的自动检测、监测及控制等。S7-200PLC的强大功能使其无论单机运行,或连成网络都能实现复杂的控制功能。S7-200PLC可提供4个不同的基本型号与8种CPU可供选择使用。
2.SIMATICS7-300PLCS7-300是模块化小型PLC系统,能满足中等性能要求的应用。各种单独
的模块之间可进行广泛组合构成不同要求的系统。与S7-200PLC比较,S7-300PLC采用模块化结构,具备高速(0.6~0.1μs)的指令运算速度;用浮点数运算比较有效地实现了更为复杂的算术运算;一个带标准用户接口的软件工具方便用户给所有模块进行参数赋值;方便的人机界面服务已经集成在S7-300操作系统内,人机对话的编程要求大大减少。
3. SIMATIC人机界面(HMI)从S7-300中取得数据,S7-300按用户指定的刷新速度传送这些数据。S7-300操作系统自动地处理数据的传送;CPU的智能化的诊断系统连续监控系统的功能是否正常、记录错误和特殊系统事件(例如:超时,模块更换,等等);多级口令保护可以使用户高度、有效地保护其技术机密,防止未经允许的复制和修改;S7-300PLC设有操作方式选择开关,操作方式选择开关像钥匙一样可以拔出,当钥匙拔出时,就不能改变操作方式,这样就可防止非法删除或改写用户程序。具备强大的通信功能,S7-300PLC可通过编程软件Step7的用户界面提供通信组态功能,这使得组态非常容易、简单。
4. S7-300PLC具有多种不同的通信接口,并通过多种通信处理器来连接AS-I总线接口和工业以太网总线系统;串行通信处理器用来连接点到点的通信系统;多点接口(MPI)集成在CPU中,用于同时连接编程器、PC机、人机界面系统及其他SIMATICS7/M7/C7等自动化控制系统。
5.SIMATICS7-400PLCS7-400PLC是用于中、性能范围的可编程序控制器。S7-400PLC采用模块化无风扇的设计,可靠耐用,同时可以选用多种级别(功能逐步升级)的CPU,并配有多种通用功能的模板,这使用户能根据需要组合成不同的专用系统。当控制系统规模扩大或升级时,只要适当地增加一些模板,便能使系统升级和充分满足需要。
3.产品历史:
西门子SIMATIC系列PLC,诞生于1958年,经历了C3,S3,S5,S7系列,已成为应用非常广泛的可编程控制器。
1、西门子公司的产品是1975年投放市场的SIMATICS3,它实际上是带有简单操作接口的二进制控制器。
2、1979年,S3系统被SIMATICS5所取代,该系统广泛地使用了微处理器。
3、20世纪80年代初,S5系统进一步升级——U系列PLC,较常用机型:S5-90U、95U、100U、115U、135U、155U。
4、1994年4月,S7系列诞生,它具有更国际化、更高性能等级、安装空间更小、更良好的WINDOWS用户界面等优势,其机型为:S7-200、300、400。
5、1996年,在过程控制领域,西门子公司又提出PCS7(过程控制系统7)的概念,将其优势的WINCC(与WINDOWS兼容的操作界面)、PROFIBUS(工业现场总线)、COROS(监控系统)、SINEC(西门子工业网络)及控调技术融为一体。
6、西门子公司提出TIA(TotallyIntegratedAutomation)概念,即全集成自动化系统,将PLC技术溶于全部自动化领域。
由Z初发展至今,S3、S5系列PLC已逐步退出市场,停止生产,而S7系列PLC发展成为了西门子自动化系统的控制核心,而TDC系统沿用SIMADYND技术内核,是对S7系列产品的进一步升级,它是西门子自动化系统Z,功能的可编程控制器。
SIMATIC S7-200 PLC S7-200 PLC是超小型化的PLC,它适用于各行各业,各种场合中的自动检测、监测及控制等。S7-200 PLC的强大功能使其无论单机运行,或连成网络都能实现复杂的控制功能。 S7-200PLC可提供4个不同的基本型号与8种CPU可供选择使用。
2.SIMATIC S7-300 PLC S7-300是模块化小型PLC系统,能满足中等性能要求的应用。各种单独
西门子PLC之S7家族的模块之间可进行广泛组合构成不同要求的系统。与S7-200 PLC比较,S7-300 PLC采用模块化结构,具备高速(0.6~0.1μs)的指令运算速度;用浮点数运算比较有效地实现了更为复杂的算术运算;一个带标准用户接口的软件工具方便用户给所有模块进行参数赋值;方便的人机界面服务已经集成在S7-300操作系统内,人机对话的编程要求大大减少。SIMATIC人机界面(HMI)从S7-300中取得数据,S7-300按用户指定的刷新速度传送这些数据。S7-300操作系统自动地处理数据的传送;CPU的智能化的诊断系统连续监控系统的功能是否正常、记录错误和特殊系统事件(例如:超时,模块更换,等等);多级口令保护可以使用户高度、有效地保护其技术机密,防止未经允许的复制和修改;S7-300 PLC设有操作方式选择开关,操作方式选择开关像钥匙一样可以拔出,当钥匙拔出时,就不能改变操作方式,这样就可防止非法删除或改写用户程序。具备强大的通信功能,S7-300 PLC可通过编程软件Step 7的用户界面提供通信组态功能,这使得组态非常容易、简单。S7-300 PLC具有多种不同的通信接口,并通过多种通信处理器来连接AS-I总线接口和工业以太网总线系统;串行通信处理器用来连接点到点的通信系统;多点接口(MPI)集成在CPU中,用于同时连接编程器、PC机、人机界面系统及其他SIMATIC S7/M7/C7等自动化控制系统。
3. SIMATIC S7-400 PLC S7-400 PLC是用于中、性能范围的可编程序控制器。 S7-400 PLC采用模块化无风扇的设计,可靠耐用,同时可以选用多种级别(功能逐步升级)的CPU,并配有多种通用功能的模板,这使用户能根据需要组合成不同的专用系统。当控制系统规模扩大或升级时,只要适当地增加一些模板,便能使系统升级和充分满足需要。
4工作原理编辑当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
在输入采样阶段,PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入。
在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的特殊功能指令。即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
当扫描用户程序结束后,PLC就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是PLC的真正输出。同样的若干条梯形图,其排列次序不同,执行的结果也不同。另外,采用扫描用户程序的运行结果与继电器控制装置的硬逻辑并行运行的结果有所区别。当然,如果扫描周期所占用的时间对整个运行来说可以忽略,那么二者之间就没有什么区别了。
直流控制器维修厂家,上海ABB直流控制器维修,欧陆直流控制器维修,江苏、浙江 西门子直流控制维修,西门子交流控制器维修,6RA70直流调速控制器维修...
 供应LK-3西门子功率控制器,西门子功率控制器厂家,西门子功率控制器价格
伺服控制器维修,上海,江苏,苏州,南京,常州,浙江,山东,河南-SIEMENS伺服维修 西门子伺服控制器维修,西门子伺服维修,西门子伺服系统维修
供应LK-3西门子功率控制器,西门子功率控制器厂家,西门子功率控制器价格
伺服控制器维修,上海,江苏,苏州,南京,常州,浙江,山东,河南-SIEMENS伺服维修 西门子伺服控制器维修,西门子伺服维修,西门子伺服系统维修
 LK3功率控制器,LK-3功率控制器,西门子功率控制器
LK3功率控制器,LK-3功率控制器,西门子功率控制器
 控制器维修-伺服控制器维修-西门子伺服控制器维修
控制器维修-伺服控制器维修-西门子伺服控制器维修
 西门子伺服控制器维修 西门子伺服驱动器维修
西门子伺服控制器维修 西门子伺服驱动器维修
 河源西门子西门子CPU314C-2PTP控制器咨询
河源西门子西门子CPU314C-2PTP控制器咨询
 安康西门子西门子ZY控制器312-1AE13-OABO咨询
安康西门子西门子ZY控制器312-1AE13-OABO咨询
 潮州西门子西门子ZY控制器312-1AE13-0AB0优惠咨询
潮州西门子西门子ZY控制器312-1AE13-0AB0优惠咨询
 红河西门子西门子CPU315-2DP控制器接线咨询
红河西门子西门子CPU315-2DP控制器接线咨询
 三沙西门子西门子ZY控制器312-1AE13-0AB0优惠咨询
三沙西门子西门子ZY控制器312-1AE13-0AB0优惠咨询
 郑州西门子西门子ZY控制器312-1AE13-0AB0优惠咨询
郑州西门子西门子ZY控制器312-1AE13-0AB0优惠咨询
本产品信息由(上海腾桦电气设备有限公司)为您提供,内容包括(CPU313C-2PTP 西门子ZY控制器CPU313C-2PTP)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(CPU313C-2PTP 西门子ZY控制器CPU313C-2PTP)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。

沪公网安备 31011502008050号