| 品Pai | 其他品Pai |
|---|

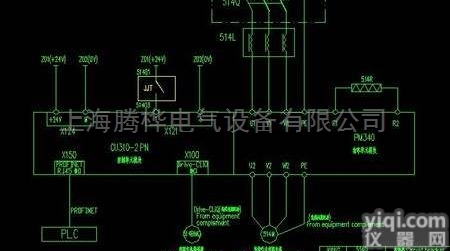
西门子PLC程序调试方法西门子PLC程序的调试可以分为模拟调试和现场调试两个调试过程,在此之前首先对PLC外部接线作仔细检查,这一个环节很重要。外部接线一定要准确无误。也可以用事先编写好的试验程序对外部接线做扫描通电检查来查找接线故障。不过,为了安全考虑,将主电路断开。当确认接线无误后再连接主电路,将模拟调试好的程序送入用户存储器进行调试,直到各部分的功能都正常,并能协调一致地完成整体的控制功能为止。
将设计好的程序写入PLC后,首先逐条仔细检查,并改正写入时出现的错误。用户程序一般先在实验室模拟调试,实际的输入信号可以用钮子开关和按钮来模拟,各输出量的通/断状态用PLC上有关的发光二极管来显示,一般不用接PLC实际的负载(如接触器、电磁阀等)。可以根据功能表图,在适当的时候用开关或按钮来模拟实际的反馈信号,如限位开关触点的接通和断开。对于顺序控制程序,调试程序的主要任务是检查程序的运行是否符合功能表图的规定,即在某一转换条件实现时,是否发生步的活动状态的正确变化,即该转换所有的前级步是否变为不活动步,所有的后续步是否变为活动步,以及各步被驱动的负载是否发生相应的变化。
在调试时应充分考虑各种可能的情况,对系统各种不同的工作方式、有选择序列的功能表图中的每一条支路、各种可能的进展路线,都应逐一检查,不能遗漏。发现问题后应及时修改梯形图和PLC中的程序,直到在各种可能的情况下输入量与输出量之间的关系完全符合要求。
如果程序中某些定时器或计数器的设定值过大,为了缩短调试时间,可以在调试时将它们减小,模拟调试结束后再写入它们的实际设定值。在设计和模拟调试程序的同时,可以设计、制作控制台或控制柜,PLC之外的其他硬件的安装、接线工作也可以同时进行。
西门子SM332模拟量模块原装优品二是建立煤—电—用利益联动机制。一方面,组织煤、电企业签订有量有价的电煤供销年度中长期合同,推进电煤中长期购销合同签订和履行;另一方面,深化电力体制改革,丰富交易品种,指导煤炭、电力、用户适时调整价格策略,形成利益共享、风险共担、协同发展的联动机制。三是重新认识煤、重新定位煤,在去产能中调整煤炭产业结构。业内人士建议,重新认识贵州煤炭工业的基础发展定位,按照煤种、煤质等制定煤炭发展战略规划。在坚定不移去产能过程中,逐步构建煤炭工业健康发展的长效机制,真正实现从能源大省向能源强省的转变。
下一篇:http://www./st374028/Product_32306252.html
 西门子 西门子SM332模拟量模块原装优品
西门子 西门子SM332模拟量模块原装优品
 西门子全新原装SM1223模块6ES7223-1PL32-0XB0假一罚十
西门子全新原装SM1223模块6ES7223-1PL32-0XB0假一罚十
 6ES7222-1HF32-0XB0西门子S7-1200原装SM1222模块
6ES7222-1HF32-0XB0西门子S7-1200原装SM1222模块
 西门子S7-1200原装CPU1215C模块6ES7215-1HG40-OXBO
西门子S7-1200原装CPU1215C模块6ES7215-1HG40-OXBO
 西门子S7-1200原装CPU1215C模块6ES7215-1BG40-0XB0浙江代理商
西门子S7-1200原装CPU1215C模块6ES7215-1BG40-0XB0浙江代理商
 西门子S7-1200原装CPU1214C模块6ES7214-1BG40-0XB0
西门子S7-1200原装CPU1214C模块6ES7214-1BG40-0XB0
 西门子S7-1200CPU原装1211C模块6ES7211-1BE40-0XB0上海代理商
6ES7211-1BE40-0XB0西门子S7-1200CPU原装1211C模块
西门子S7-1200CPU原装1211C模块6ES7211-1BE40-0XB0上海代理商
6ES7211-1BE40-0XB0西门子S7-1200CPU原装1211C模块
 6ES7338-4BC01-0AB0西门子S7-300PLC原装SM338模块
6ES7338-4BC01-0AB0西门子S7-300PLC原装SM338模块
 西门子S7-300PLC原装SM321模块6ES7321-1CH20-0AA0
西门子S7-300PLC原装SM321模块6ES7321-1CH20-0AA0
 西门子PLCS7-300原装CPU模块6ES7315-2AH14-0AB0
西门子PLCS7-300原装CPU模块6ES7315-2AH14-0AB0
 西门子PLCS7-200原装EM232CN模块6ES7232-0HB22-0XA8
西门子PLCS7-200原装EM232CN模块6ES7232-0HB22-0XA8
本产品信息由(上海腾桦电气设备有限公司)为您提供,内容包括(西门子 西门子SM332模拟量模块原装优品)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(西门子 西门子SM332模拟量模块原装优品)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。