
品牌 自营品牌 应用领域 电子/电气/通讯/半导体
五级承装设备-电缆压接钳90-200平方毫米注意事项
充电式压接钳结构紧凑、重量轻,进、退操作按钮安排合理。单手即可操作;采用低、
高压两级柱塞泵驱动设计,压接快速,系统设有安全溢流阀,标准出力后自动卸压,头部可作350度旋转,适合不同角度压接;工具配有背带,特别适合登高作业(新型锂电池BP-14LN可压接90次);配置:主机一台、电池一块、充电器一个、树脂工具箱一个。
五级承装设备-电缆压接钳90-200平方毫米结构
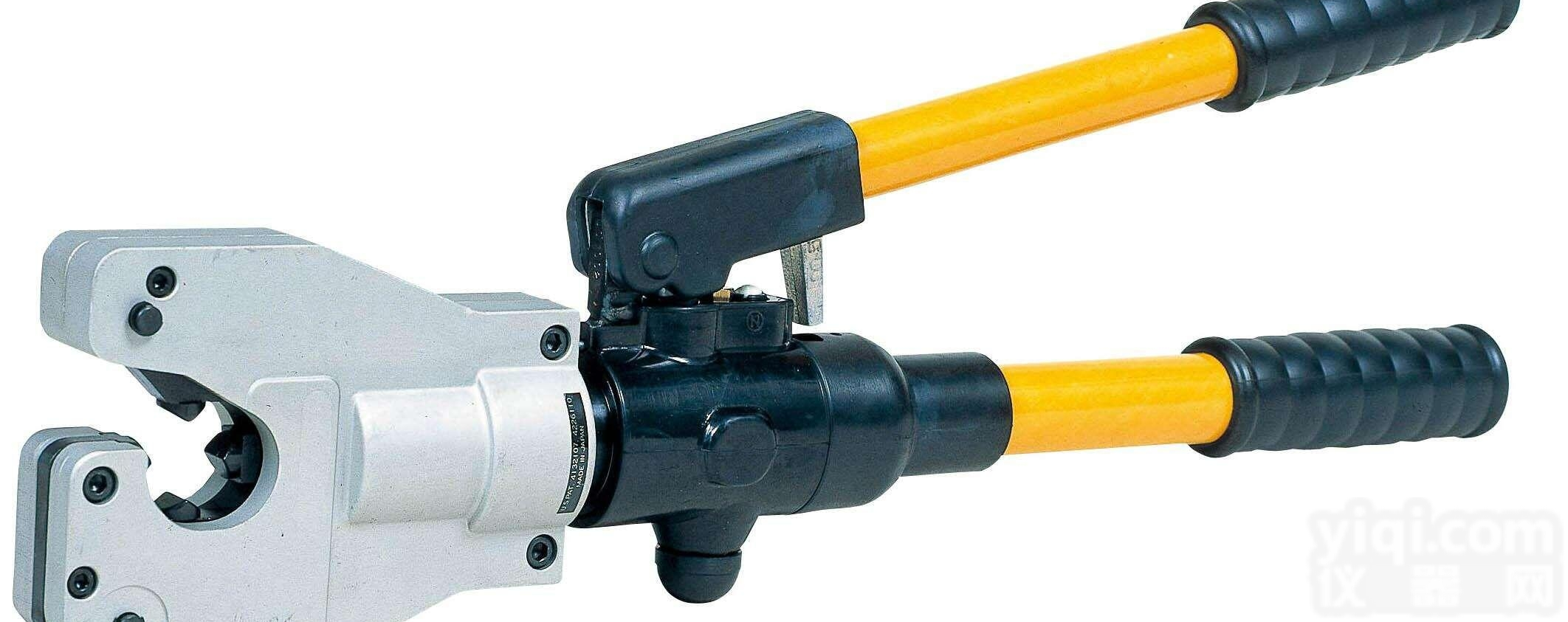
分体式压接钳需要配相应的泵浦,一般适合电架空线路和地下电缆线路使用;也有适合大型电缆的分体式压接钳。 一机多用,可用于钳压管钳压,也可以实现六角压模压接。
充电式压接钳结构紧凑、重量轻,进、退操作按钮安排合理。单手即可操作;采用低、
高压两级柱塞泵驱动设计,压接快速,系统设有安全溢流阀,标准出力后自动卸压,头部可作350度旋转,适合不同角度压接;工具配有背带,特别适合登高作业(新型锂电池BP-14LN可压接90次);配置:主机一台、电池一块、充电器一个、树脂工具箱一个。
铝芯多(单)股电线直线衔接办法
(1)依据导线截面挑选压膜和椭圆形铝套管;(2)把衔接处的导线绝缘护套剥除,剥除长度应为铝套管长度通常加上5~10mm(裸铝线无此此项),用钢丝刷去芯线外表的氧化层(膜);(3)用另一清洗的钢丝刷蘸一些凡士林锌粉膏均匀地涂改在芯线上,以防氧化层重生。(4)用圆条形钢丝刷铲除铝套管内壁的氧化层及油垢,也在管子内壁涂上凡士林锌粉膏。(5)把两根芯线相对地刺进铝套管,使两个线头恰好在铝套管的正中衔接。(6)依据铝套管的粗细挑选恰当的线模装在压接钳上,拧紧定位螺丝后,把套有铝套管的芯线嵌入线模。(7)对准铝套管,用力捏夹钳柄,进行压接:先压两头的两个坑,再压ZX的两个坑,压坑应在一向上。接头压接结束后要查看铝套管弯曲度不该大于管长的2%,不然要用木锤校直;铝套管不该有裂纹;铝套管外面的导线不得有“灯笼”形鼓包或“抽筋”形不齐等表象。(8)擦去剩余的油膏,在铝套管两头及合缝处涂刷一层快干的沥青漆。然后再铝套管及暴露导线有些先包两层黄蜡带,再包两层黑胶布,一向抱到绝缘层20mm的当地
序号 | 机具设备名称 | 单位 | 数量 | 规 格 |
一 |
| 俞工具 | ||
1 | 电力工程车$ | 辆 | 1 | 5座 |
二 | 杆塔组立和架线设备 | |||
1 | 双钩 | 把 | 2 | 15—50kN |
2 | 卡线器 | 只 | 6 |
|
3 | 紧线器 | 把 | 10 | 10〜15kN |
4 | 电动绞磨机 | 台 | 1 | 20-50kN |
5 | 电缆引线器 | 台 | 1 | 160m |
6 | 电缆引线器 | .台 | 1 | 100m |
三 | 压接、焊: | 陵和切割设备 | ||
1 | 手动液压机 | 台 | 2 | 240kN |
2 | 导线压接机 | 台 | 1 | 600kN |
3 | 液压压接钳 | 台 | 1 | 160kN |
4 | 液压压接钳 | 台 | 1. | 600kN |
5 | 电缆压接钳 | 把 | 1 | 90-200inm2 |
6 | 液压弯排机 | 台' | 1 | 适用排宽度50—125mm,. 厚度5—12mm |
四 | 测量、试验及动力设备 | |||
1 . | 激光测距仪 | 台 | 1 |
|
2 | 水准仪 | 台 | 1 |
|
3 | 经炜仪 | 台 | 1 |
|
4 | 接地电阻测试仪 | 台 | 1 |
|
5 | 绝缘电阻测试仪 | 台 | 2 |
|
6 | 钳型电流表 | 只 | 2 |
|
7 | 发电机 | 台 | 1 | 3-5kff |
8 | 电缆剥皮工具 | 套 | 2 |
|
9 | 线缆硬质切刀 | .把 | 2 |
|
10 | 力矩扳手 | 把 | 2 | |

 五级承装设备-电缆压接钳90-200平方毫米
五级承装设备-电缆压接钳90-200平方毫米
 600kn 液压压接钳600kn 电力承修类五级
600kn 液压压接钳600kn 电力承修类五级
 pj-600kn 电力资质 液压压接钳600kn 电力承修类五级
pj-600kn 电力资质 液压压接钳600kn 电力承修类五级
 pj-600kn 资质 液压压接钳600kn 电力承修类五级
pj-600kn 资质 液压压接钳600kn 电力承修类五级
 160kn 资质 液压压接钳160kn 电力承装类五级
160kn 资质 液压压接钳160kn 电力承装类五级
 pj-600kn 液压压接钳160kn 电力承修类五级 普景
pj-600kn 液压压接钳160kn 电力承修类五级 普景
 160kn 液压压接钳160kn 电力承修类五级 普景
160kn 液压压接钳160kn 电力承修类五级 普景
 pj-600kn 资质液压压接钳600kn电力承修类五级cx
pj-600kn 资质液压压接钳600kn电力承修类五级cx
 160kn zz液压压接钳160kn 电力承修类五级普景
pj-600kn zz液压压接钳160kn 电力承修类五级普景
pj-600kn 液压压接钳160kn 电力承修类五级普景
160kn zz液压压接钳160kn 电力承修类五级普景
pj-600kn zz液压压接钳160kn 电力承修类五级普景
pj-600kn 液压压接钳160kn 电力承修类五级普景
 160kn 液压压接钳160kn 电力承修类五级普景
160kn 液压压接钳160kn 电力承修类五级普景
本产品信息由(江苏久益电力设备有限公司)为您提供,内容包括(五级承装设备-电缆压接钳90-200平方毫米)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(五级承装设备-电缆压接钳90-200平方毫米)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。






