品牌 其他品牌 应用领域 环保/水工业,石油/化工,地矿,电子/电气/通讯/半导体
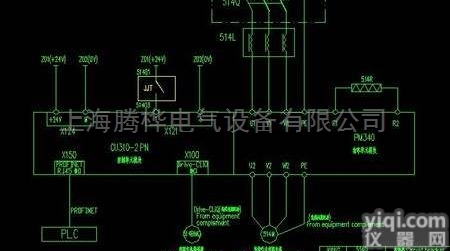
西门子PLC模块FM452电子凸轮控制器模块故障灯
2.出错指示([EPROR]LED闪烁)当程序语法错误(如忘记设定定时器或计数器的常数等),或有异常噪音、导电性异物混入等原因而引起程序内存的内容变化时,[EPROR]LED会闪烁,PLC处于STOP状态,同时输出全部变为OFF。在这种情况下,应检查程序是否有错,检查有无导电性异物混入和高强度噪音源。发生错误时,8060~8068其中之一的值被写入特殊数据寄存器D8004中,假设这个写入D8004中内容是8064,则通过查看D8064的内容便可知道出错代码。与出错代码相对应的实际出错内容参见PLC使用手册的错误代码表。3.出错指示([EPROR]LED灯亮)由于PLC内部混入导电性异物或受外部异常噪音的影。

西门子PLC维修方法有哪些? 在制造工业中存在大量的开关量为主的开环的顺序控制,它按照逻辑条件进行顺序动作号按照时序动作;另外还有与顺序、时序无关的按照逻辑关系进行连锁保护动作的控制;以及大量的开关量、脉冲量、计时、计数器、模拟量的越限报警等状态量为主的-离散量的数据采集监视。由于这些控制和监视的要求,使PLC发展成了取代继电器线路和进行顺序控制为主的产品。PLC厂家在原来CPU模板上逐渐增加了各种通讯接口,现场总线及以太网也同步发展,使PLC的应用范围越来越广泛。 PLC具有稳定可靠、价格便宜、功能齐全、应用灵活方便、操作维护方便的优点,这是它能持久的占有市场的根本原因。
PLC控制器本身的硬件采用积木式结构,有母板,数字I/O模板,模拟I/O模板,还有特殊的定位模板,条形码识别模板等模块,用户可以根据需要采用在母板上扩展或者利用总线配备远程I/O从站的方法来得到想要的I/O数量。随着工业自动化水平的不断提升,PLC所占据的地位可以说功不可没,虽然PLC是专为工业应用而设计,硬件设计有极高的性和稳定性,但是不乏一些自然原因和人为因素导致PLC损坏,不能正常使用。PLC的价格少则几百,多则上万,所以从节省开支方面讲,PLC损坏后还是具有一定的维修价值。

完成电梯信号的采集,运行状态和功能的设定,实现电梯的自动调度和集选运行功能,拖动控制则由变频器来完成,第二种控制方式用可编程控制器(PLC)取代微机实现信号集选控制,从控制方式和性能上来说,这两种方法并没有太大的区别。 并采用动态零点,可有效防止电位漂移,采用信息冗余,设计相应的软件标志位,采用间接跳转,设置软件陷阱等提高软件结构可靠性,信号在接入计算机前,在信号线与地间并接电容,以减少共模干扰,在信号两极间加装滤波器可减少差模干扰。
C2000H、CV2000当地配置可达2048点。超大型机:控制点数可达万点,以至于几万点。如美国GE公司的90-70机,其点数可达24000点。另外还可有8000路的模拟量。再如美国莫迪康公司的PC-E984--785机,其开关量具总数为32k(32768),模拟量有2048路。西门子的SS-115U-CPU945,其开关量总点数可达8k,另外还可有512路模拟量。等等。以上这种划分是不严格的,只是大致的,目的是便于系统的配置及使用。一般讲,根据实际的I/O点数,凡落在上述不同范围者,选用相应的机型,性能价格比必然要高;相反,肯定要差些。自然,也有特殊情况。如控制点数不是非常之多,不是非用大型机不。 且有防松措施,能适应频繁起动,停止,调整及换向的工作要求,调速性能好,工作方式易于转换,加,减速和等速要平稳,速度曲线平滑,到站前无微动,能实现自动平层,且平层必须准确,能适应在较大范围内变动地提升载荷。

西门子PLC模块FM452电子凸轮控制器模块故障灯
必需进行软件测试,以排除程序中的错误,同时也为整体调试打好基础,缩短整体调试的周期。(8)应用系统整体调试在PLC软硬件设计和控制柜及现场施工完成后,就可以进行整个系统的联机调试,如果控制系统是由几个部分组成,则应先作局部调试,然后再进行整体调试;如果控制程序的步序较多,则可先进行分段调试,然后再连接起来总调。调试中发现的问题,要逐一排除,直至调试成功。(9)编制文件系统文件包括说明书、电气原理图、电器布置图、电气元件明细表、PLC梯形图。PLC硬件系统设计1.PLC型号的选择在作出系统控制方案的决策之前,要详细了解被控对象的控制要求,从而决定是否选用PLC进行控制。在控制系统逻辑关系较复杂(需要大量中间继电器、时间继电器、计数器等)、工艺流程和产品改型较频繁、需要进行数据处理和信息管理(有数据运算、模拟量的控制、PID调节等)、系统要求有较高的可靠性和稳定性、准备实现工厂自动化联网等情况。 PLC大多具有完善的数据运算能力,可用于各种数字控制领域,多种多样的功能单元大量涌现,使PLC渗透到了位置控制,温度控制,CNC等各种工业控制中,加上PLC通信能力的增强及人机界面的发展,使用PLC组成各种控制系统变得非常容易。
本产品信息由(上海腾桦电气设备有限公司)为您提供,内容包括(6ES7322-1BL00-4AA2 西门子PLC模块FM452电子凸轮控制器模块)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(6ES7322-1BL00-4AA2 西门子PLC模块FM452电子凸轮控制器模块)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。