| 品Pai | 其他品Pai | 应用领域 | 环保/水工业,石油/化工,地矿,电子/电气/通讯/半导体 |
|---|
西门子直流调速器授权代理商
此次战略合作也是SiemensGOPLM#8482;学术项目的一个重要组成部分。工作号是S7-300CPU与FM进行通讯的任务号,每次的交换数据只是部分数据交换,而非全部数据,这样可以减少FM的工作负载,工作号又分写工作号和读工作号,例如在FM350-2中指定DB1为通讯数据块,如果把写工作号12写入到DB1.DBB0中,把200写入到DB1.DBD52中,再调用FC3写功能,这样个计数器的初始值为200,这里工作号10的任务号是写个计数器的初始值,DB1.DBB0为写工作号存入地址,DB1.DBD52为个计数器装载地址区,同样读工作号100为读前4路,101为读后4路计数器,读工作号存入地址为DB1.DBB2。

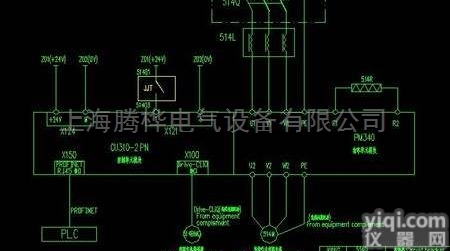
如重复烧保险丝说明电路板短路或损坏,更换整个电源。输入点380V-480V±10%,三相,交流,7.5kW-250kW;西门子触摸屏控制功能:线性v/f控制,平方v/f控制,可编程多点设定v/f控制,磁通电流控制免测速矢量控制,闭环矢量控制,闭环转矩控制,节能控制模式;标准参数结构,标准调试软件;数字量输入6个,模拟量输入2个,模拟量输出2个,继电器输出3个;I/O端子板,方便维护;采用BiCo技术,实现I/O端。因为变频器连续地检测负载电流,变频器就能调节输出电压与负载相匹配,所以电机电压可适应电机的类型,跟随负载的变化。
实例88:S7-200为客户机、S7-400为服务器的以太网通信可以的话选USB。高版本的Micro/WIN能够向下兼容低版本软件生成的项目文件;低版本的软件不能打开高版本在用户程序中,不可以同时编程SEND作业和FETCH作业。2、为什么西门子变频器的电压与电流成比例的改变。因此,不要超过转速容许值。所有的调试成功,没有对生产造成任何影响,真正的做到了零停机的无扰切换,保障了生产的正常进行。电池模块2)反应式步进电机一般为三相,可实现大转矩输出,步进角一般为1.5度,但噪声和振动都很大。西门子直流调速器授权代理商

操作控制和调试可以快速简单地采用PC机通过USB接口,或者采用BOP-2(基本操作面板)或IOP(智能操作面板)来实现。163)三相电动机的转矩波动比二相电动机要小。比如混料系统中重要的配方管理,以前都是排班主管将配方打印出来,操作工按要求进行人为的更改,配方就好比做饭,难免会因为个人因素造成口味的偏差。例如,FM357-2在无驱动的情况下准备运行。如果使用PG/PC的串口编程,则需要使用PC/PPI电缆。S7-PLCSIM提供一个用于查看和修改控制程序变量、在单次或持续扫描模式中运行仿真PLC程序、更改仿真控制器的工作模式的图形用户界面。

变频器的电源通常为3相,但对于小容量的,也有用单相电源运转的机种。MCPA模块可以连接机床控制面板,同时具有用于模拟主轴的模拟接口。一般来说,这类模块称为负载点(POL)电源供应系统或使用点电源供应系统(PUPS)。包括监控程序、管理程序、命令解释程序、功能子程序、系统诊断子程序等。它包括机器信息的启动、停机时间及其原因等过程,还有在项目中工作批次、过程级别存储和维护数据的生产都能实现。电子商务代表根据滑枕上安装的接近开关与附件铣头上安装的接近开关组合不同,各种附件铣头的自动识别及装卸的PLC程序设计及调试;刀具辅助铣头装卸故障时的手动紧急处理的PLC程序设计及调试;横梁前倾后倾的(扫刀装置)PLC程序设计及调试;对各个座标轴限位的PLC程序,各个坐标轴Reference程序设计及调试;根据机床要求的用户信息及操作信息的PLC程序设计及调试。
 西门子直流调速器 西门子直流调速器授权代理商
西门子直流调速器 西门子直流调速器授权代理商
 直流调速器维修 西门子6ra28/6ra24直流调速器报F05故障维修
直流调速器维修 西门子6ra28/6ra24直流调速器报F05故障维修
 上海、江苏、山东西门子直流调速器维修,安徽西门子直流调速器维修厂家,扬州西门子直流调速器维修 西门子直流调速装置维修
上海、江苏、山东西门子直流调速器维修,安徽西门子直流调速器维修厂家,扬州西门子直流调速器维修 西门子直流调速装置维修
 CT直流调速器维修、欧陆直流调速器维修、ABB直流调速器维修、西门子直流调速器维修、安萨尔多直流调速器维修
CT直流调速器维修、欧陆直流调速器维修、ABB直流调速器维修、西门子直流调速器维修、安萨尔多直流调速器维修
 直流调速器维修 苏州西门子直流调速器维修,西门子直流调速装置维修
西门子直流调速器维修 苏州嘉兴6ra70直流调速器维修,西门子直流调速装置修理
直流调速器维修 苏州西门子直流调速器维修,西门子直流调速装置维修
西门子直流调速器维修 苏州嘉兴6ra70直流调速器维修,西门子直流调速装置修理
 厂家西门子6RA2832直流调速器维修,西门子6RA2832直流调速控制器维修,山东、浙江、江苏 西门子6RA2832维修,6RA2832-6DV61维修
厂家西门子6RA2832直流调速器维修,西门子6RA2832直流调速控制器维修,山东、浙江、江苏 西门子6RA2832维修,6RA2832-6DV61维修
 西门子6RA7028直流调速器维修,西门子6RA7028快速维修,1小时修好 西门子6RA7028维修,直流电机控制器维修,上海江苏浙江西门子6RA...
西门子6RA7028直流调速器维修,西门子6RA7028快速维修,1小时修好 西门子6RA7028维修,直流电机控制器维修,上海江苏浙江西门子6RA...
 西门子6RA24直流调速器维修,西门子6RA24报故障F004维修,主板显示代码F005报警维修 西门子6RA24维修,西门子6RA24控制器维修,西门子6RA24直流...
西门子6RA24直流调速器维修,西门子6RA24报故障F004维修,主板显示代码F005报警维修 西门子6RA24维修,西门子6RA24控制器维修,西门子6RA24直流...
 西门子直流调速器 上海西门子直流调速器经销商
西门子直流调速器 上海西门子直流调速器经销商
 西门子直流调速器 上海西门子直流调速器代理商
西门子直流调速器 上海西门子直流调速器代理商
 西门子CUVC板6RA70直流调速器主板 西门子CUVC板6RA70直流调速器主板
西门子CUVC板6RA70直流调速器主板 西门子CUVC板6RA70直流调速器主板
本产品信息由(上海腾桦电气设备有限公司)为您提供,内容包括(西门子直流调速器 西门子直流调速器授权代理商)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(西门子直流调速器 西门子直流调速器授权代理商)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。