| 品Pai | 其他品Pai | 应用领域 | 环保/水工业,石油/化工,地矿,电子/电气/通讯/半导体 |
|---|
西门子模块授权代理商
这个时间与电缆上的DIP开关设定的波特率选择有关。编辑本段各型号的优点CPU221本机集成6输入/4输出共10个数字量I/O点。无I/O扩展能力。6K字节程序和数据存储空间。4个独立的30kHz高速计数器,2路独立的20kHz高速脉冲输出。1个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。非常适合于小点数控制的微型控制器。CPU222本机集成8输入/6输出共14个数字量I/O点。可连接2个扩展模块。6K字节程序和数据存储空间。西门子工控机、PLC、单片机的区别 工控机应用于哪些领域?在工业控制中,PLC、单片机、工控机承担着重要角色,是实现控制功能的重要载体。但是在应用中又有很多多分不清这这三者的区别,那么PLC、单片机、工控机之间有什么区别了,接下来就给大家来详细的说一说。
在一个网络化过程控制系统环境中,该软件包能够应用于多种组态和分布式控制系统的开发,它包含了一套开发工具、应用程序工作平台,以及相应的“虚拟机器”运行时目标。该运行时目标能够运行于各种各样的硬件平台。CTC自动化工程公司已经发布了一套新的控制软件包MachineLogicPCLC(工业PC逻辑控制器),该软件可以让工业PC扮演PLC的角色,且仍然保持着工业PC的功能特性。PLC设计当中能实现顺控的有两种方法:1、PLC中的顺控指令如三菱STL;2、起保停控制方式。不管哪种控制方式在设计的开始我们要完成的是流程,它是系统构成的脉络主要有三个方面:一“步”二“活动步”三“转换条件”。ZD:1.掌握系统脉络设计系统流程2.掌握“起保停”控制方式,把流程图转换成梯形图可以完成一般性的系统设计。三.汇编阶段该阶段是本质上区别于继电控制系统,是继电控制系统无法实现的,也是提高PLC控制系统功能的根!我之所以称之为汇编阶段,是因为它很相象于单片机的汇编语言编程,例如单片机中的传送指令MOV,在PLC中的高级指令中也是一样的功能。

PLC即可编程序控制器,是单片机控制系统的一个产品。PLC由Z初的顺序控制而不断发展,通过组合不同的模块,完成各种各样的功能,如模拟量输入输出、伺服控制、上位机通讯等。特点:可以完成基本的继电器逻辑电路控制系统,且具有体积小、控制量大、具有无触点开关等特点,完全可以代替现有继电器系统,实现直接对电气元件的控制。故障率低,坚固耐用。由于PLC是由集成电路及微型继电器等构成的,结构紧凑且相对封闭,产品定型后自身一般不易发生故障,坚固耐用。
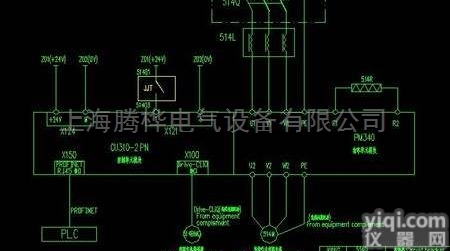
西门子模块授权代理商 (2)上电后面板无显示(MM4变频器),面板下的指示灯[绿灯不亮,黄灯快闪],这种现象说明整流和开关电源工作基本正常,问题出在开关电源的某一路不正常。 (3)上电后面板显示[F231]或[F002](MM3变频器),这种故障一般有两种可能。常见的是由于电源驱动板有问题,也有少部分是因为主控板造成的,可以先换一块主控板试一试,否则问题肯定在电源驱动板部分了。 (4)有时显示[F0022,F001,A0501]不定(MM4),敲击机壳或动一动面板和主板时而能正常,一般属于接插件的问题,检查一下各部位接插件。这样,在复位时会生成一个中断。在“输出”参数标志中组态数字输出DQ0,以便在达到比较值时激活它。在“输入”参数标志中的“设置计数器”域中,设置选项“多个”。注意事项:在关联通道数据块中,必须将位DBX27.0或DBX27.1(CTRL_DQ0)设置为1,以便使设置按正确的方向进行。在“中断释放”参数标志中,选择选项“设置计数器”,以便在数字输入SET处出现一个上升沿时触发该中断。功能模块FM350-1/FM450-1的数字输入I2是用于把计数器重置为初始值的。

故障查找容易,电路更改简单。PLC的各输入输出口的状态均由发光二极管加以指示,在调试或查找故障时,可以通过状态指示灯查找外围电路的故障,而在与上位机联机后,加上相应的编程软件,使得故障查找更加容易,对电路进行更改时,仅通过编程就可以实现,简单方便。编程简单,开发周期短,通用性好,生产成本较高。

汉中西门子电缆总代理通讯在实际工程应用中,由于软件工作复杂、工作量大,因此软件错误几乎难以避免。对于可编程控制器组成的控制系统而言,绝大部分故障属于上述四类故障。根据这一故障分类,可以帮助分析故障发生的部位和产生的原因。可编程控制器的自诊断测试可编程序控制器具有极强的自诊断测试功能,在系统发生故障时要充分利用这一功能。 此外,屏蔽层、接地线和大地有可能构成闭合环路,在变化磁场的作用下,屏蔽层内有会出现感应电流,通过屏蔽层与芯线之间的耦合,干扰信号回路。若系统地与其它接地处理混乱,所产生的地环流可能在地线上产生不等电位分布,影响PLC内逻辑电路和模拟电路的正常工作。
 西门子模块授权 西门子模块授权代理商价格
西门子模块授权 西门子模块授权代理商价格
 黑龙江西门子扩展模块SM1234授权经销商
黑龙江西门子扩展模块SM1234授权经销商
 辽宁供应西门子S7-300模块CPU315授权代理商
辽宁供应西门子S7-300模块CPU315授权代理商
 6ES7327-1BH00-0AB0 西门子扩展模块6ES73271BH000AB0授权经销商
6ES7327-1BH00-0AB0 西门子扩展模块6ES73271BH000AB0授权经销商
 西门子电源模块 西门子电源模块授权代理商
西门子电源模块 西门子电源模块授权代理商
 西门子通讯模块 西门子通讯模块上海授权代理
西门子通讯模块 西门子通讯模块上海授权代理
 西门子授权代理商 西门子电源模块CPU313C-2PTP
西门子授权代理商 西门子电源模块CPU313C-2PTP
 鸡西西门子S7-300模块授权总代理商
鸡西西门子S7-300模块授权总代理商
 西宁西门子S7-200SMART模块授权代理商
西安西门子S7-200SMART模块授权代理商
江门西门子S7-200SMART模块授权代理商
荆门西门子S7-200SMART模块授权代理商
西宁西门子S7-200SMART模块授权代理商
西安西门子S7-200SMART模块授权代理商
江门西门子S7-200SMART模块授权代理商
荆门西门子S7-200SMART模块授权代理商
本产品信息由(上海腾桦电气设备有限公司)为您提供,内容包括(西门子模块授权 西门子模块授权代理商价格)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(西门子模块授权 西门子模块授权代理商价格)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。