品牌 其他品牌 应用领域 环保/水工业,石油/化工,地矿,电子/电气/通讯/半导体
贵州西门子模块6ES7331-7TF00-0AB0在线咨询
选择合适的PLC类型根据已确定的用户I/O设备,统计所需的输入信号和输出信号的点数,选择合适的PLC类型,包括机型的选择、容量的选择、I/O模块的选择、电源模块的选择等。(4)分配I/O点分配PLC的输入输出点,编制出输入/输出分配表或者画出输入/输出端子的接线图。接着九可以进行PLC程序设计,同时可进行控制柜或操作台的设计和现场施工。(5)设计应用系统梯形图程序根据工作功能图表或状态流程图等设计出梯形图即编程。这一步是整个应用系统设计的Z核心工作,也是比较困难的一步,要设计好梯形图,首先要十分熟悉控制要求,同时还要有一定的电气设计的实践经验。

西门子工控机、PLC、单片机的区别 工控机应用于哪些领域?
在工业控制中,PLC、单片机、工控机承担着重要角色,是实现控制功能的重要载体。但是在应用中又有很多多分不清这这三者的区别,那么PLC、单片机、工控机之间有什么区别了,接下来就给大家来详细的说一说。贵州西门子模块6ES7331-7TF00-0AB0在线咨询
内部继电器数,有的称为标志位数,代表着PLC的内部继电器数。它与I/O继电器区相联系着,有时与后者相联系进行处理。内部继电器多,便于PLC建立复杂的时序关系,以实现多种多样的控制要求。一般讲,内部继电器数比I/O继电器要多得多。有的内部继电器还可丢电保持,即它的状态(ON或OFF)、PLC丢电后,靠内部电池仍予以保持。步进电机是一种将电脉冲信号转换成直线位移或角位移的执行元件,每当对其施加一个电脉冲时,其输出轴便转过一个固定的角度。步进电机的输出位移量与输入脉冲个数成正比,其转速与单位时间内输入的脉冲数(即脉冲频率)成正比,其转向与脉冲分配到步进电机的各相绕组的相序有关。所以只要控制指令脉冲的数量、频率及电机绕组通电的相序,便可控制步进电机的输出位移量、速度和转向[10]。PLC直接控制步进电机系统由PLC和步进电机组成,PLC具有实时刷新技术,输出信号的频率可以达到数千赫兹或更高,使得脉冲分配能有很高的分配速度,充分利用步进电机的速度响应能力,提高整个系统的快速性。

PLC
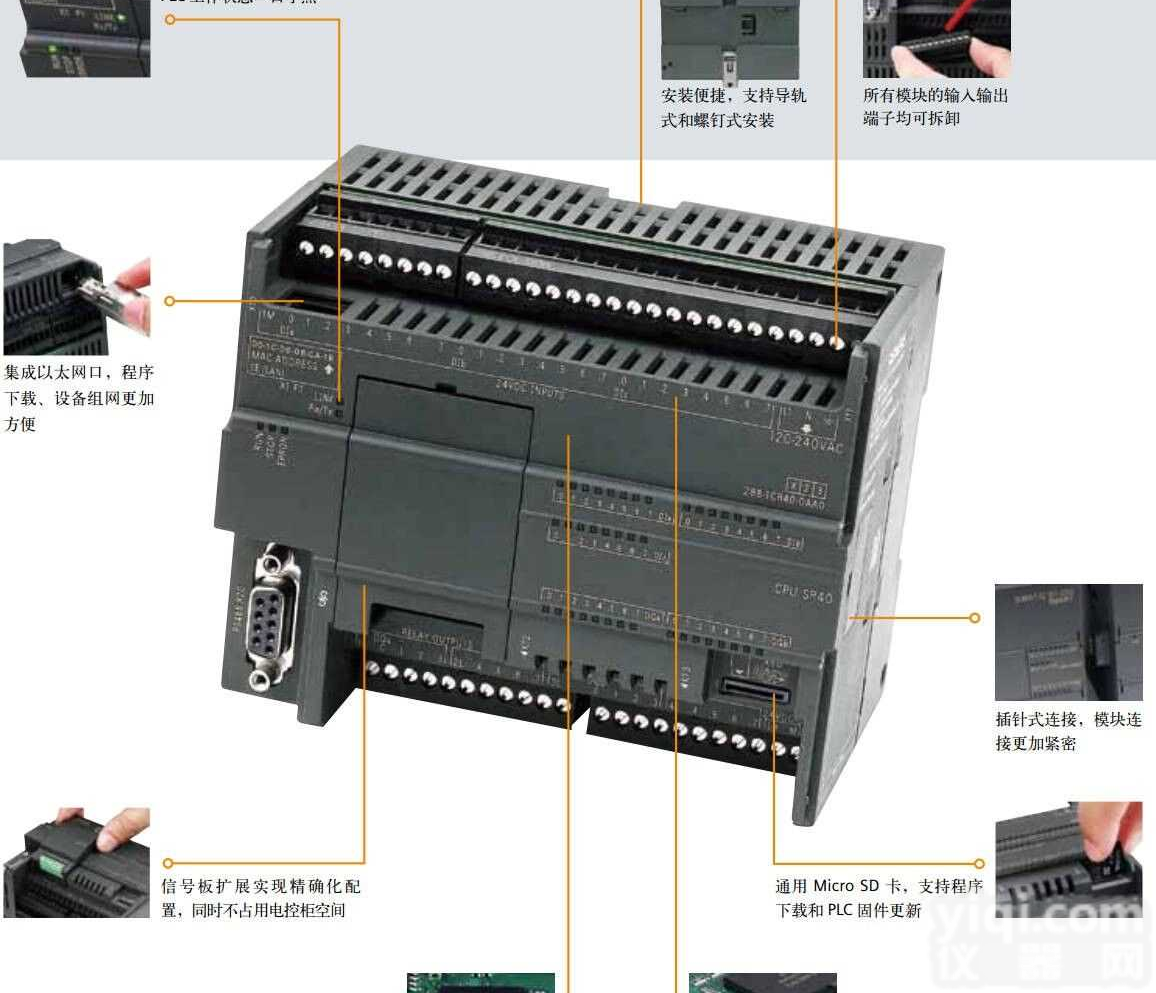
PLC即可编程序控制器,是单片机控制系统的一个产品。PLC由Z初的顺序控制而不断发展,通过组合不同的模块,完成各种各样的功能,如模拟量输入输出、伺服控制、上位机通讯等。特点:
1、可以完成基本的继电器逻辑电路控制系统,且具有体积小、控制量大、具有无触点开关等特点,完全可以代替现有继电器系统,实现直接对电气元件的控制。
2、故障率低,坚固耐用。由于PLC是由集成电路及微型继电器等构成的,结构紧凑且相对封闭,产品定型后自身一般不易发生故障,坚固耐用。
石狮西门子触摸屏总代理点击查看一个实际的系统可能还需要考虑输入、输出器件的延时,如输出点外接的中间继电器动作时间等以上数据都在《S7-200系统手册》中标明,这里只是列表比较。CPU上的部分输入点延时(滤波)时间可以在编程软件Micro/WIN的“系统块”中设置,其缺省的滤波时间是6.4ms。如果把容易受到干扰的信号接到CPU上可改变滤波时间的DI点上,调整滤波时间可能改善信号检测的质量。支持高速计数器功能的输入点在相应功能开通时不受此滤波时间约束。滤波设置对输入映像区的刷新、开关量输入中断、脉冲捕捉功能同样有效。注意:如果没有STLsource源文件,您是无法对已经加密的程序块进行编辑的.西门子PLC与三菱PLC的区别?一、编程理念不同 三菱plc是日系品Pai,编程直观易懂,学习起来会比较轻松,但指令较多。而西门子plc是德国品Pai,指令比较抽象,学习难度较大,但指令较少,所以学习三菱和学习西门子的周期是一样的。 个人认为三菱(日系的中高端品Pai)PLC的软件至少落后西门子5年以上,大中型的暂且不说,就拿三菱比较有优势的小型机FX系列和西门子S7-200系列相比,西门子有如下优势: 1、三菱的编程软件从早期的FXGPWIN到近期的GX8.0(我所知道的),和所有的日系品Pai一样,该软件的编程思路是自上而下的单一纵向结构,而西门子的MicroWIN则是纵向和横向兼备的结构,而且子程序支持局部变量,相同的功能只需要编一次程序即可,大大减少了开发难度和时间。

3、故障查找容易,电路更改简单。PLC的各输入输出口的状态均由发光二极管加以指示,在调试或查找故障时,可以通过状态指示灯查找外围电路的故障,而在与上位机联机后,加上相应的编程软件,使得故障查找更加容易,对电路进行更改时,仅通过编程就可以实现,简单方便。
4、编程简单,开发周期短,通用性好,生产成本较高。

石狮西门子触摸屏总代理点击查看 3.叠装式 它的结构也是各种单元、CPU自成独立的模块,但安装不用基板,仅用电缆进行单元间联接,且各单元可以一层层地叠装。 FX2系列PLC是单元式和模块式相结合的叠装式结构。可编程控制器与继电器控制的区别在PLC的编程语言中,梯形图是Z为广泛使用的语言,通过PLC的指令系统将梯形图变成PLC能接受程序,由编程器键入到PLC用户存储区去。传统上,这些功能是通过气动或电气控制系统来实现的。1968年美国GM(通用汽车)公司提出取代继电气控制装置的要求,第二年,美国数字公司研制出了基于集成电路和电子技术的控制装置,首次采用程序化的手段应用于电气控制,这就是代可编程序控制器
本产品信息由(上海腾桦电气设备有限公司)为您提供,内容包括(6ES7331-7TF00-0AB0 贵州西门子模块6ES7331-7TF00-0AB0在线咨询)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(6ES7331-7TF00-0AB0 贵州西门子模块6ES7331-7TF00-0AB0在线咨询)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。

沪公网安备 31011502008050号