品牌 自营品牌 价格区间 面议 仪器种类 箱式炉 产地类别 国产 应用领域 电子/电气/通讯/半导体,航空航天,制药/化妆品,汽车及零部件,电池/电源
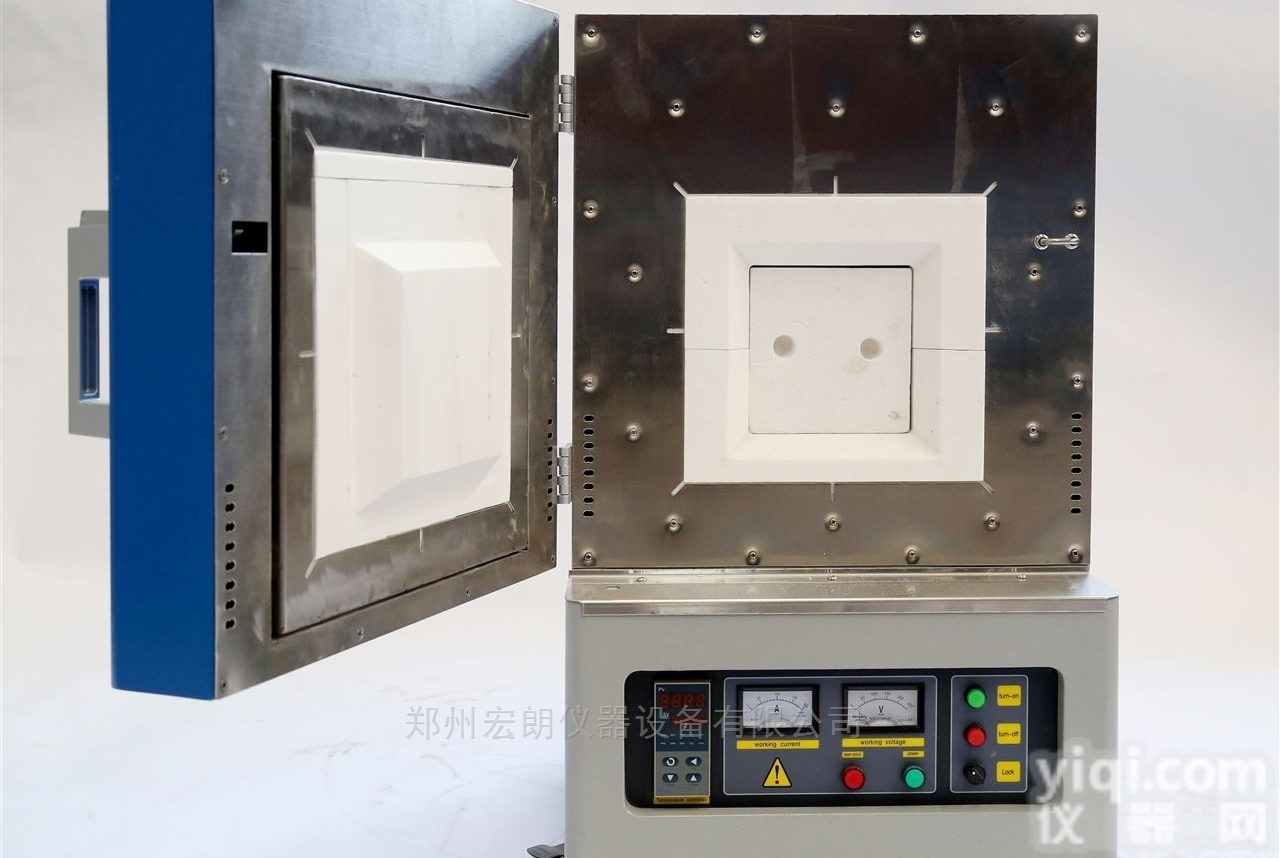
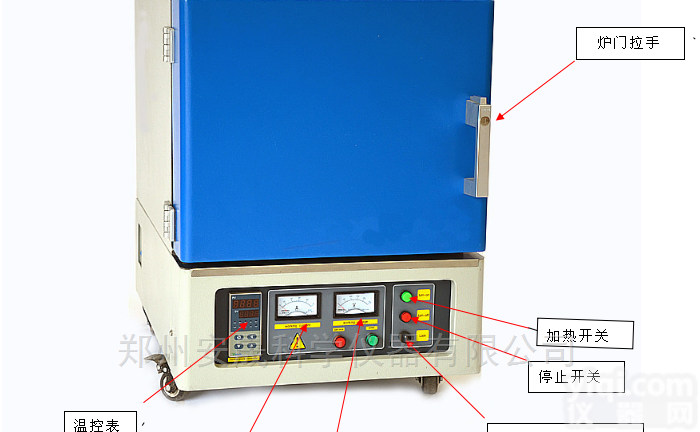
1200℃超值型实验箱式气氛炉电炉真空气氛炉热处理。
1)、在少无氧化热处理技术的发展趋势中,首推真空气氛炉和真空气氛炉的发展迅猛。在目前少品种、大批量生产中,尤其是碳素钢和一般合金结构钢件的光亮淬火、退火、渗碳淬火、碳氮共渗淬火、气体氮碳共渗仍以应用可控气氛为主要手段。所以真空气氛炉热处理仍是先进热处理技术的主要组成部分。
2)、制备气氛的气源。我国在掌握和推广可控气氛过程中,在解决气氛问题上走过了漫长的道路。的吸热式气氛发生炉主要用液化气,即纯度较高的丙烷或丁烷。近几年已证实,我国的天然气资源丰富,为用甲烷制备吸热式气氛创造了良好的条件。使用不用了生炉的直生式气氛也是一条不容忽视的途径。
3)、加热设备。密封多用炉和多用炉生产线自动化程度高,生产柔性大,适用性强,因而应用广 。
4)、真空气氛炉热处理工艺。渗碳。高温渗碳是渗碳技术发展趋势之一。提高渗碳温度可以显著提高生产率和节省能耗。为此研究开发可用于1000℃以上的电辐射管材料是当务之急,低压渗碳技术的开发和完善为实现高温渗碳(1040℃)创造了条件。钢件的渗碳层深度要求一般都较保守,有时也很盲目。看来有必要研究决定渗碳层深度的力学因素,探讨减少渗层规定的可能性。碳氮共渗。碳氮共渗温度比渗碳低,工件畸变小。在渗层深度为0.6mm以下时的渗速接近于930℃渗碳。钢碳氮共渗时容易出现反常组织,淬火后表面硬度有下降现象,渗层中有较多的残留奥氏体。如何合理选择工艺,充分发挥碳氮共渗潜力仍是值得探讨的问题。过去曾有人提倡过高浓度碳氮共渗,也曾有过钢件碳氮共渗时表面含碳量在0.6%,具有综合力学性能的报道,为此众说纷纭。看来有必要掌握这些规律,对生产工艺的优选有所帮助。过去和现在都有对滚动轴承施行碳氮共渗以提高接触疲劳强度的报道。例如AISI52100(相当于GCr15)钢制的球和滚柱则由过去的淬火、回火改为碳氮共渗、淬火、回火、轴承的破坏寿命提高了2.42倍。看来,要充分发挥碳氮共渗工艺的潜力还有许多工作需要做。

1200℃超值型实验箱式气氛炉电炉常规规格表
型号 | 温度(℃) | 炉膛尺寸(mm) | 输入电源/功率(V/KW) |
AS2-1-12TP | 1200℃ | 100*100*100 | 200V/1KW |
AS2-1.5-12TP | 1200℃ | 150*100*100 | 200V/1.5KW |
AS2-2-12TP | 1200℃ | 200*150*150 | 220V/2KW |
AS2-6-12TP | 1200℃ | 300*200*200 | 220V/6KW |
AS2-9-12TP | 1200℃ | 400*300*300 | 380V/9KW |
AS2-2-14TP | 1400℃ | 100*100*100 | 220V/2KW |
AS2-3-14TP | 1400℃ | 150*100*100 | 220V/3KW |
AS2-4-14TP | 1400℃ | 200*150*150 | 220V/4KW |
AS2-9-14TP | 1400℃ | 300*200*200 | 380V/9KW |
AS2-16-14TP | 1400℃ | 400*300*300 | 380V/16KW |
AS2-2-17TP | 1700℃ | 100*100*100 | 220V/2KW |
AS2-3-17TP | 1700℃ | 150*100*100 | 220V/3KW |
AS2-4-17TP | 1700℃ | 200*150*150 | 220V/4KW |
AS2-9-17TP | 1700℃ | 300*200*200 | 380V/9KW |
参数:
工作温度 | 1100℃ 1300℃ 1500℃ 1600℃ 1700℃ |
额定温度 | 1200℃ 1400℃ 1600℃ 1700℃ 1800℃ |
升温速率 | ≤30℃/Min |
控温精度 | ±1℃ |
加热元件 | 含钼电阻丝、硅碳棒、硅钼棒 |
热电偶 | K、S、B型 |
工作电压 | 220V /380V 50hz |
真空度 | -0.1Mpa |
密封方式 | 304不锈钢 KF法兰 |
可通气氛 | 所有惰性气体,氮气、氩气、二氧化碳、水蒸气 |
升温速率 | ≤30℃/Min |
控温精度 | ±1℃ |
真空泵 | VP125 |
备注 | 非标炉膛尺寸可以定做 |
标准配件:高温手套 1双 坩埚勾 1把
真空泵 1台 说明书 1本

本产品信息由(郑州安晟科学仪器有限公司)为您提供,内容包括(安晟 1200℃超值型实验箱式气氛炉电炉)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(安晟 1200℃超值型实验箱式气氛炉电炉)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。