品牌 自营品牌 价格区间 面议 产地类别 国产
消防水池专用液位计采用独特结构,耐高压,其中变送器利用液位变化与其对测量探极产生的电容变化之间的关系,通过专用模式系统软件将检测的电容变化经各种补偿计算后输出与物位成正比的4-20mADC标准信号。
水池液位计特点
1.高压、高稳定性、寿命长。2.对测量过程中压力、具有自动补偿功能。3.电极选用耐高温高压非金属材料,采用独特结构,实现机电一体化。4.适用于各种规格的工业锅炉、电站锅炉汽包液位电容式除氧器,水箱液位计,在全工况条件下的连续准确性测量、控制。
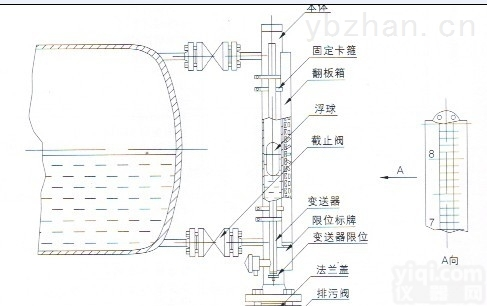
水池液位计采用连通器原理,通过气相和液相链接法兰与容器相连接。根据浮力和磁耦合原理,测量筒(即连通器)内磁性浮子随被测液面的升高(降低)驱动测量筒外部显示器上的双色磁翻板翻转。当液面上升时,磁性浮子驱动翻柱旋转180°,显示红色或绿色;当液面下降时,磁性浮子驱动翻柱反向旋转180°,显示白色。红色带(或绿色带)的高度就是被测液面的高度,实现了测量和显示被测液(界)面位置的目的。

每个磁翻板为双色轴向对称结构,两个磁翻板间的间距为10mm,分别以白色和红色(绿色)来指示气相部分和液相部分,红色(或绿色)与白色交接处就是液相和气相的分界处。该液位计既能测量液面,也能测量两种不同密度介质的界面。
磁翻片的加工和组装是否正确,导轨凹槽的光洁度高低、有无毛刺,都会影响到翻片翻转是否顺畅,是否能正常反映液位;
在进行管材管件的焊接时,焊接电流的大小是否合适,焊接部位是否焊透,也会影响到产品使用时的安全性,尺寸控制不好还会影响到产品能否顺利安装。
不难看出,在技术水平相同的情况下,可以说产品的生产工艺是决定磁翻板液位计工作可靠性的关键因素。
为保障产品质量和工作的可靠性,不断地进行工艺改进,制定科学、GX的生产工艺,并应用到实际生产中。具体说来,磁翻板液位计生产工艺方面的优势主要体现在以下几方面:
水箱液位计显示面板的组装工艺
水池液位计显示面板是指示液位的组件,磁翻片摆放在型腔中导轨的凹槽内,每个凹槽之间的间距一致,两端封有堵头,上表面盖有玻璃面板,玻璃面板和堵头用玻璃胶密封。
显示面板组装时对操作有着严格的规范:
1)保持工作台面清洁干净。操作时不允许杂物碎屑掉进型腔内,且型腔内不能有任何残余胶剂;
2)控制推进力度,防止翻片变形。将摆好翻旗的导轨推进型材腔时,确保力度适当以免翻片变形;
3)密封面板两端。做好显示面板两端密封,避免尘沙水汽侵入内部;
4)密封胶剂量适当、外观整洁。进行玻璃面板和型腔的密封时,要注意密封胶剂量恰当,确保两个部件贴合面密封且外观整洁。
水池液位计磁翻片的生产工艺
磁翻片是指示液位的部件,内置一个小磁柱,外部两面分别涂有不同的颜色(通常为红色和白色),在受到测量浮筒内磁浮子的磁场耦合作用时,翻片会发生翻转,通过颜色变化来指示液位。如果磁翻片的两端脚加工不细致,有毛刺、变形、表面不圆润光滑,就会加大转动阻力,使得翻片翻转不灵活出现花脸现象。
为避免出现此类现象,在进行磁翻片加工时非常注重工艺的细节,产品必须达到翻片的转动脚端面无毛刺,加工圆滑,内部磁柱的磁性一致性良好,翻转率达,且翻片的重量相等一系列要求方能出货。
磁浮子的加工工艺
磁浮子随液位升降而上下移动,浮子内部的磁钢正好处在液面上,通过磁耦合使外面的翻片翻转,从而指示液位。在浮子制作过程中,严格按照加工工艺的要求执行:一是浮子外管焊接确保焊透,以杜绝浮子长时间工作后出现渗漏的问题;二是磁铁位置务必摆放正确,根据浮力原理和对应的密度进行严格配重,以确保浮子真实地反映液位。
主导管及过程连接部件的焊接工艺
法兰、测量主导管与过程连接管都是通过焊接进行连接的。焊接时如焊接电流选择不当,焊接件坡口未处理,都会造成焊接不好,焊缝处成形不好,未焊透,容易出现渗漏。因此,必须对产品进行水压测试,以杜绝焊缝处渗漏的现象。
随着现代工业发展,磁翻板液位计的不断创新,磁翻板液位计的应用范围也越来越广泛了,可以在各行各业中应用,但由于长期使用,因此难免会出现一些小故障,今天本文就教给大家一些解决这些故障的技巧,1.状态调整法:通常情况下,未确定故障前,不能随意触碰电路中的元器件,尤其是可调动的器件,除非事先采取了措施,必要时方可触动,也许改变之后有时故障会消除,隔离法:即根据故障检测的流程图,分割包围逐步缩小故障搜索范围,配以信号对比、部件交换很快就可查到故障的所在,这种方法比较安全可靠,电容旁路法:如果电路出现不寻常的状况时,就可以用此法确定大概位置,2.观察法:也就是利用视觉、嗅觉、触觉等器官就可发现液位计出现故障的位置,3.排除法:就是通过拔插仪表内的插件板、器件来判断,如果拔除某一插件板或器件后仪表恢复正常,那么则说明故障的位置就在此,4.敲击手压法:一般仪表在运行期间,时好时坏,就可用这种方法进行检测。

消防水池专用液位计内衬型磁翻板液位计的内衬工艺
水池液位计采用钢管内衬聚四氟乙烯管作为防腐层,内衬的制作工艺是产品质量的关键。我们裕顺仪表在进行内衬操作时,首先对四氟管与钢管内壁进行紧衬,使四氟管在外层钢管的保护下提高耐压能力,延长使用寿命;其次采用先进的拉伸翻边新工艺,操作方便,结构可靠;再者,过程连接法兰部件采用压铸成形工艺进行内衬F46全氟乙烯,因为F46的应力回弹性优于F4,克服了F4与F4管的直径连接容易泄露的不足,提高了磁翻板液位计的密封性能。