
产地类别 国产
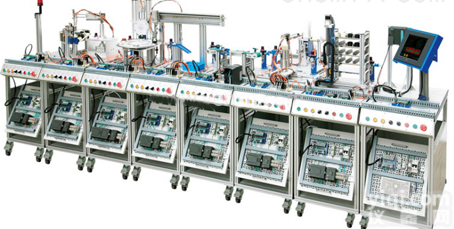
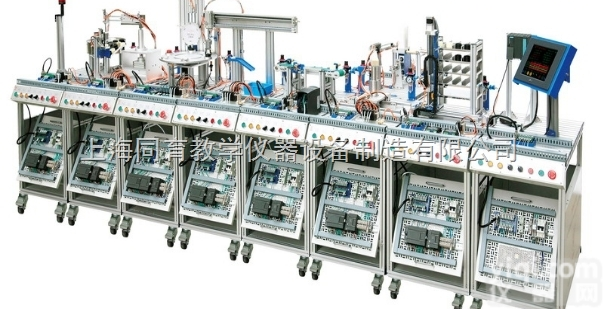
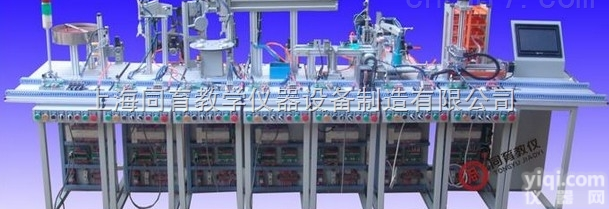
VS-FLM08模块化柔性自动化生产线实训系统(8站)
VS-FLM08模块化柔性自动化生产线实训系统(8站)由1个主站(主控单元)和8个从站(上料检测单元、搬运单元、加工与检测单元、搬运分拣单元、传送分拣单元、搬运安装单元、安装单元、分类单元)组成;本产品采用模块化设计,即可单站控制,也可联机通讯;各单元的支撑框架均采用1890*900*780mm的支撑平台;本产品具有开放性、综合性等产品特点;能够实现机械装调、气路搭建、电机驱动、传感检测、编程控制、总线通讯、低压配电、人机交互、识图配线等实训功能。
一、技术参数:
1、输入电源:单相三线AC220V ±10% 50Hz
2、工作环境:环境温度范围为-5℃~+40℃ 相对湿度<85%(25℃)海拔<4000m
3、装置容量:<1.5kVA
4、设备外型尺寸:4100mm×1800mm×1500mm
5、单站工作台尺寸:880mm×470mm×1500mm

二、系统组成:
(一)上料检测单元
(1)组成:由料斗、回转台、货台、螺旋导料机构、平面推力轴承、直流减速电机(10W/24V 5r/m)、工件滑道、提升装置、计数开关、光电开关、单杆气缸、电气安装板等组成。主要完成将工件从回传上料台依次送到检测工位,提升装置将工件提升并检测工件颜色。
(2)主要技术指标:工作台:860mm×580mm、供电电源/工作电压:AC220V 50Hz /DC24V 4.、工作气压0.5MPa、西门子PLC S7-200 CPU226+EM277通信模块、单杆气缸行程:75mm、直流减速电机10W/24V 5r/m、检测传感器:光电漫反射 检测距离50-300mm、磁感式。
(二)搬运站
(1)组成:由机械手、横臂、回转台、机械手爪、配重块、旋转气缸等组成,主要完成对工件的搬运。
(2)主要技术指标:工作台:860mm×470mm、供电电源/工作电压:AC220V 50Hz /DC24V 4.、工作气压:0.5MPa、西门子PLC S7-200 CPU226+EM277通信模块、旋转气缸:0~180°、双联气缸:行程:100mm、平行气夹:缸径:16mm、单杆气缸:行程:45mm、检测传感器:磁感式。
(三)加工单元
(1)组成:由4工位旋转工作台、平面推力轴承、直流减速电机(10W/24V 5r/m)、刀具库(3种刀具)、升降式加工系统、加工组件、检测组件、光电传感器、转台到位传感器、步进电机、步进电机驱动器、电气挂板等组成。主要完成物料加工和深度的检测。工件在旋转平台上被检测及加工。旋转平台由直流电机驱动。平台的定位由继电器回路完成,通过电感式传感器检测平台的位置。工件在平台并行完成检测及钻孔的加工。在进行钻孔加工时,夹紧执行件夹紧工件。加工完的工件,通过电气分支送到下一个工作站。
(2)主要技术指标:工作台面:860mm×470mm、供电电源/工作电压:AC220V 50Hz/DC24V 4.、工作气压:0.5Mpa、西门子PLC S7-200 CPU226+EM277通信模块、直流减速电机:10W/24V 5r/m、步进电机:三相2.8A 步距角1.2°、步进电机驱动器:2M656 DC18-50V供电 ,10000脉冲/圈、双导杆气缸:行程:75mm、单杆气缸:行程:45mm、检测传感器:光电、电感、磁感式。
(四)搬运单元
(1)组成:由机械手、直线移动机构、无杆气缸、薄型气缸、单杆气缸、平行气夹、工业导轨、电气安装板等组成,主要完成对工件的提取及搬运。提取装置上的气爪手将工件从前一站提起,并将工件根据前站的工件信息结果传送到下一单元。本工作单元可以与其他工作单元组合并定义其他的分类标准,工件可以被直接传输到下一个工作单元。
(2)主要技术指标:工作台:860mm×470mm、供电电源/工作电压:AC220V 50Hz/DC24V 4.、工作气压:0.5MPa、PLC模块:西门子PLC S7-200 CPU226+EM277通信模块、薄型气缸:行程:50、90mm、单杆气缸:行程:30mm、平行气夹:缸径:16mm、检测传感器:磁感式。
(五)传送带站
(1)组成:由输送带、检测机构、推料气缸、旋转气缸、分拣料槽、交流电动机、变频器、同步带轮、光电传感器、色标传感器等组成,主要完成对工件的输送及分拣。
(2)主要技术指标:工作台:860mm×470mm、供电电源/工作电压:AC220V 50Hz/DC24V 4.、工作气压:0.5MPa西门子PLC S7-200 CPU226+EM277通信模块、变频器:FR-D720-0.4KW AC220 、旋转气缸:0~1800 检测传感器:光电、光纤、磁感式、色标
(六)安装站
(1)组成:由料筒、换料机构、推料机构、工业导轨、旋转气缸、真空吸盘、摇臂、电气安装板等组成,主要完成对两种不同工件的上料及安装。为系统逐一提供两色小工件。供料过程中,由双作用气缸从料仓中逐一推出小工件,接着,转换模块上的真空吸盘将工件吸起,转换模块的转臂在旋转缸的驱动下将工件移动至下一个工作单元的传输位置。
(2)主要技术指标:工作台:860mm×470mm、供电电源/工作电压:AC220V 50Hz/DC24V 4.、工作气压:0.5MPa、西门子PLC S7-200 CPU226+EM277通信模块、单杆气缸:行程:60mm、旋转气缸:180°、真空吸盘及发生器、检测传感器:磁感式。
(七)搬运安装单元
(1)组成:由机械手、移动滑台、安装工作台、薄型气缸、直线气缸、工业导轨、滑块、配重块等组成,主要完成对工件的搬运。
(2)主要技术指标:工作台:860mm ×470mm、供电电源/工作电压:AC220V 50Hz/DC24V 4.、工作气压:0.5MPa西门子PLC S7-200 CPU226+EM277通信模块、薄型气缸:行程:50、90mm、单杆气缸:行程:30mm、气夹:缸径:16mm、检测传感器:磁感式
(八)分类单元
(1)组成:由步进电机、步进电机驱动器、滚株丝杆、立体库、推料气缸、电感传感器、电磁阀、电气安装板等组成。主要完成对成品工件分类存储。
(2)主要技术指标:工作台面:860mm× 470mm、供电电源/工作电压:AC220V 50Hz/DC24V 4.、工作气压:0.5MPa、西门子PLC S7-200 CPU226+EM277通信模块、步进电机驱动器、64细分:步进电机、1. 角距:1.8度、单杆气缸行程:45mm、滚珠丝杆行程≥320mm
(九)触摸屏监控单元:
采用昆仑通态TPC7062KX ,7英寸真色彩等组成,主要完成监视各分站的工作状态并协调各站运行,完成工业控制网络的集成。总线结构采用RS485网络通信,使各站之间的控制信息和状态数据能够实时相互交换。每站均配编程电缆一根。
(十)工业组态监控软件:
当8个单元全部进入联网状态时,管理员能够通过组态监控机中各种组态按钮方便的控制整个系统的运行、暂停、继续、停止等等待另外也可以控制单个单元的运行、暂停、继续、停止等。每个单元的工作状态以及工件的材质、颜色等在监控画面上也能够清楚的看到。
★(十一)总控单元
控制台主要由S7-300西门子CPU313-2DP组成,主要完成监视各分站的工作状态并协调各站运行,完成工业控制网络的集成。
★(十二)工业4.0仿真实训软件(需提供国家政府机构认可的自主知识产权的证明材料和现场演示)
软件采用三维建模基于虚拟现实技术的计算机仿真模拟技术,可以进行PLC电气控制仿真、气动仿真、液压仿真、传感器仿真等工业常用技术仿真
1)PLC仿真可以通过PLC编程控制模型的相应动作从而完成工序动作包含机械手仿真、自动门仿真、升降机仿真、分拣仿真、正反转仿真、邮件分拣、流水线、自动分拣等。
2)气动回路仿真
(1)软件以气动经典22回路为依据开发出28回路的在线及离线仿真
(2)软件中设置的14路“考考你!”表现为典型气路设备故障。
(3)软件状态含“模拟运行”“联机运行”即离线仿真、在线仿真。两种运行状态自动切换,当连接外部设备时自动切换为在线仿真,无外部设备连接时为离线仿真即模拟运行。
软件中离线仿真13个回路包括:1、单作用气缸的换向回路(a)2、双作用气缸的换向回路(a)3、单作用气缸的速度控制回路(a)4、单作用气缸的速度控制回路(b)5、双作用气缸单向调速回路(a)6、双作用气缸单向调速回路(b)7、双作用气缸的速度控制回路一 8、双作用气缸的速度控制回路二 9、压力控制回路 10、计数回路 11、延时回路 12、用机械行程阀的单往复控制回路 13、过载保护回路。
离线、在线自动切换的15个回路包括:1、单作用气缸的换向回路(b)2、双作用气缸的换向回路(b)3、速度换接回路4、缓冲回路5、互锁回路6、用行程开关的单缸往复运动回路7、单缸连续往复动作回路8、直线缸、旋转缸顺序动作回路9、多缸顺序动作回路10、双缸同步动作回路11、四缸联动回路12、卸荷回路13、或门型梭阀的应用回路14、快速排气阀的应用回路15、高低压切换控制回路。
(4)设置14路“考考你!”当点开了“考考你”对话框回路自动设置故障,当回答正确或关闭“考考你”对话框,故障自动接触,回路正常仿真。14路“考考你”包括模拟故障有:1单作用气缸故障2、电磁阀故障3、双作用气缸故障4、调节阀故障5、节流阀故障6、手动换向阀异常7、节流阀堵死故障8、行程开关故障9过滤三联件故障10、气容故障11、行程阀故障12、顺序阀故障13、行程开关失灵14、负载阻力过小
3)液压回路仿真其界面可清楚的展示液压元器件的内部结构以及液压回路的工作过程。液压传动原理的动态演示并不少于18种动态演示。
a) 多级高压回路b) 减压回路c) 先导式溢流阀缷荷回路d) 顺序平衡回路e) 回油节流调速回路 f) 旁路节流调速回路 g) 液压缸差动连接回路
h) 三位四通电磁换向阀换向回路 i) 液控单向阀锁紧回路 j) 顺序阀控制顺序动作回路k) 压力继电器控制顺序动作回路 l) 行程开关控制顺序同步回路 m) 调速阀控制同步回路 n) 液压马达回油节流调速回路 o) 二位四通电磁阀换向回路 p) 手动阀换向回路 q) 速度换接回路 r) 二位二通缷荷
★(十三)电气控制仿真软件(需提供国家政府机构认可的自主知识产权的证明材料)
以三维仿真交互技术和三维动画视觉表现及多媒体数字技术为核心,能进行三维电路分析、电气电路模拟电路考核、综合技能虚拟实训、电气基础训练、元器件识别检测。
(1)软件模拟线路故障根据故障现象使用各种虚拟仪表进行排故
(2)学员根据电路图自己布局电气设备并连接线路,自动检测线路错误。
(3)电机及电气三维元件装配
(4)元器件检测
(5)电气电路仿真
(6)自动门仿真
(7)升降机仿真
(8)机床电气实训排故实训
(9)仪器仪表的使用万用表、双踪示波器、信号发生器、频谱仪、钳形表
(10)机械手仿真
★(十四)自动化创新应用云平台模块(投标现场演示)
本平台将物联网技术运用于电气自动化信息技术并将数据上传至云平台,进行海量数据存储,并提供丰富的数据分析工具方便更加准确的掌握数据与分析数据。
1)数据云系统上传2)手机app数据查询3)历史数据查询4)数据分析统计5)短信报警6)微信报警7)微信反向控制8)二次开发
(1)云平台包含:
1)数据显示显示输入电压监控,输出电压监控,输入开关监控,输出开关控制以及输入电压模拟量实时数据,可根据实际需求添加128路。
2)控制:控制启动停止开关的开和关,输出电压值的给定,可根据实际需求添加128路。
3)历史数据:显示输入输出电压值的历史数据,可按时、天、月进行查询历史数据曲线,以及历史数据表格,可表格数据导出处理。
4)设备报警:对设备急停按键做的模拟设备故障报警进行微信报警,同时可以实现短信报警。报警范围包括模拟量,开关量的上下线、阀值等状态进行设置报警。
(2)终端包含:1)数据显示画面:画面显示输入电压数值,输出电压监控,开关状态输入,开关控制输出,以及云端连接二维码。2)联网设置界面:设置现场数据连接云平台后台数据库管理
★(十五)便携式电子信号测试记录模块
1、具备电压、电流、温度采集,可以记录观察电压、电流跳变的图像数据,精度±0.05%真有效值测量USB数据传输,彩屏LCD显示
2、具有示波器、虚拟频谱仪、虚拟万用表、虚拟数字量输入输出模块。
3、集双通道电子信号图像数据采集记录仪、频谱分析仪和逻辑分析仪于一体,不低于60M,具有1KHz基准方波输出接口;图像数据可以按时间和电压输出到EXCEL、BMP和OSC;数据记录4G;FFT、相关和功率谱频谱分析,FFT支持8~1048576点的选择,支持triangular、cosine、Bohman、Parzen等 18种窗;
4、功率谱支持自功率谱和互功率谱的计算;相关支持自相关和互相关的计算;
5、虚拟任意波形输出模块,频率25Mz ,输出波形:正弦波,三角波,方波,TTL,任意波形。
6、虚拟万用表模块:直流电压,量程60.00mV、600.00mV、6.00V、60.00V、600.0V、800V;交流电压测量,量程 60.00mV 、600.00mV、6.00V、60.00V、600.0V;直流电流测量,量程 60.00mA 、600.00mA 、6.000A、10.00A;交流电流测量,量程 60.00mA、600.00mA、6.000A、10.00A;电阻测量,量程 600、6.000 K、60.00 K、600.0 K、6.000 M 、60.00 M;电容测量,量程 40.00nF 、400.00nF、4.000uF、40.00uF、400.0uF;二极管测量 0V~2.0V
★7、虚拟电子测量仪器系统软件(需提供国家政府机构认可的自主知识产权的证明材料)
1)本软件系统由安装于实验台学生机上的实验软件和教师机上的管理软件组成,要求程序均由LabVIEW软件编制。中文菜单式操作界面,人机对话友好。学生在启动程序后,键入自己的学号,系统即在教师机数据库中找出该学生的姓名,经过学生确认后,学生选择所要做的相应实验,即进入正常的实验界面。
2)能实现密码登录系统,设置数据库路,系统测试(查询设备),学生库设置,题库与题库等级设置,考核试卷提取与存储考核时间设置与启动,考核成绩查询,考核成绩打印,登录密码修改与恢复。
3)、学生终端采用LabVIEW软件编制具有联机考核功能,学号查询,故障解除,时间查询,分数查询,设备号查询,学生实验数据、学生考勤及学生考试、学生实验选做等管理功能。
4)学生在启动程序后,键入自己的学号,系统即在教师机数据库中找出该学生的姓名,经过学生确认后,学生选择所要做的相应实验,即进入正常的实验界面。
8、整个实验室配置1套
(十六)配件
1、加工工件组:包括大工件(三种)、小工件(两种)。工件组可多次组装及拆卸。
2、配套提供实验所需的设备说明书、实训指导书及软件使用说明书。
3、配套工具:内六角扳手、万用表、尖嘴钳,一字起子、十字起子、电铬铁等;
4、静音气泵及连接气管等
三、实训项目
1、了解传感器的应用
2、观察气动元件的应用
3、掌握PLC控制技术:模块式柔性自动化生产线实训系统八个工作站各自都有一套PLC主机,可分成八个完全独立的工作站进行实训,在对各单元生产工艺和电气控制系统的构成熟悉后,通过PLC编程可完成:
(1)系统故障检测
(2)工件上料程序控制
(3)工件搬运程序控制
(4)工件检测程序控制
(5)工件搬运安装程序控制
(6)工件安装程序控制
(7)工件分类程序控制
(8)多工作工位程序控制
(9)工作单元联网程序控制
(10)步进电机驱动控制
(11)机械手搬运控制
(12)成废品分拣控制
(13)变频调速控制
(14)传输带控制等
4、电气控制系统安装调试
5、机械系统安装调试
6、电机驱动调试
7、系统维护和故障检测技术
8、PROFIBUS 现场总线通讯实训
9、PPI网络通讯实训
10、MODBUS 网络通讯实训
 VS-FLM08 模块化柔性自动化生产线实训系统(8站)
VS-FLM08 模块化柔性自动化生产线实训系统(8站)
 DLMPS-800A 模块化柔性生产线实训系统
DLMPS-800A 模块化柔性生产线实训系统
 DLMPS-800A 模块化柔性生产线实训系统
DLMPS-800A 模块化柔性生产线实训系统
 BPMA-10型 智能制造柔性自动环形生产线实训系统|柔性自动化及先进制造实训装置
BPMA-6型 模块式柔性自动化生产线实训系统|柔性自动化及先进制造实训考核装置
BPMA-10型 智能制造柔性自动环形生产线实训系统|柔性自动化及先进制造实训装置
BPMA-6型 模块式柔性自动化生产线实训系统|柔性自动化及先进制造实训考核装置
 BPMA-9型 微型柔性自动环形生产线实训系统|柔性自动化及先进制造实训装置
BPMA-9型 微型柔性自动环形生产线实训系统|柔性自动化及先进制造实训装置
 TYRX-1型 MES网络型模块式柔性自动化生产线实训系统|柔性自动化先进制造实训装置
TYRX-1型 MES网络型模块式柔性自动化生产线实训系统|柔性自动化先进制造实训装置
 TYMSRX-5 模块式柔性自动环形生产线实训系统(工程型)|柔性自动化先进制造实训设备
TYMSRX-5 模块式柔性自动环形生产线实训系统(工程型)|柔性自动化先进制造实训设备
 TYMSRX-2 MES网络型模块式柔性自动化生产线实训系统(八站)|柔性自动化先进制造...
TYMSRX-2 MES网络型模块式柔性自动化生产线实训系统(八站)|柔性自动化先进制造...
 TYMSRX-1 模块式柔性自动化生产线实训系统(六站)|柔性自动化先...
BPMSRX-5 模块式柔性自动环形生产线实训系统(工程型)|柔性自动化及先进制造实训考...
TYMSRX-1 模块式柔性自动化生产线实训系统(六站)|柔性自动化先...
BPMSRX-5 模块式柔性自动环形生产线实训系统(工程型)|柔性自动化及先进制造实训考...
 BPRX-2 模块式柔性自动化生产线实训系统(工程型)|柔性自动化及先进制造实训考核...
BPRX-2 模块式柔性自动化生产线实训系统(工程型)|柔性自动化及先进制造实训考核...
本产品信息由(上海文圣科教设备有限公司)为您提供,内容包括(VS-FLM08 模块化柔性自动化生产线实训系统(8站))的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(VS-FLM08 模块化柔性自动化生产线实训系统(8站))的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。

沪公网安备 31011502008050号







