品牌 其他品牌 价格区间 面议 产地类别 国产
工业CO气体报警器煤气气体探测器
煤气安装人们的叫法以及专业的分类,有多种,如天然煤气,煤气罐装的液化气,还有是一氧化碳和氢气的组成。一般煤气中毒说的是CO气体中毒。
CO气体报警器主要检测环境中一氧化碳气体的浓度是否超标,归类为有毒有害气体报警器。
CO气体报警器主要组成:气体探测器,可燃气体报警控制器。还可外联排风扇等。
一氧化碳气体报警器多款量程可选:0-1000ppm,0-1500ppm,0-2000ppm等
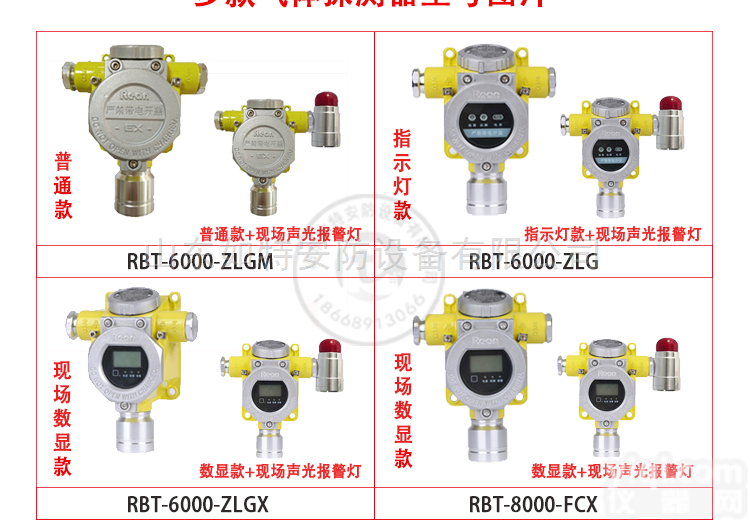
多款CO气体探测器型号展示

技术参数:
气体报警控制器部分:
控制器接收信号:M-bus信号/4-20mA标准信号
多种信号输出2组开关量输出,可通过配接模块选择输出4-20MA,GPRS/GSM,UDP/TCP/HTTP等信号(可加物联网模块)
供电电源:AC220V
防护等级:IP30
认证:国家消防电子产品合格评定ZX
气体探测器部分:
检测气体:一氧化碳 CO
检测原理:电化学式
检测范围:1-1000PPM/0-1500PPM/0-2000PPM
响应时间:T90<60s
供电电源: DC36V±15%/DC24V
探测器信号输出:M-bus信号/4-20mA标准信号
安装线缆:两芯线或者三芯线
准 确 度:±5%FS
防护等级:IP65
防爆等级:Exd IICT6Gb
工作温度:-40℃~70℃
湿度范围:10%RH~95%RH
压力范围:86Kpa~106Kpa
存储温度:-25℃~55℃
材料:铸铝
防爆链接螺纹:G3/4″内螺纹
外形尺寸:190×130×75mm
重量:1.5kg
工业CO气体报警器煤气气体探测器
备注:不同型号的气体报警控制器有不同的通道数(连接气体探测器的数量),客户可根据实际需求选择。

Co气体报警器产品特点:
可上传系统:PLC、DCS、消防等系统,可内置物联网模块,实现远程智能监测
测量准确:气体传感器采用进口品Pai,精度高,零点漂移小,抗中毒性能好。
防爆型设计:可用于工厂条件的1、2区危险场合。
维修方便:传感器采用数字化模组设计,现场更换时无需校零、标定。
声光报警:可选配专用的防爆声光报警信号灯,实现现场声光报警。
山东如特安防成立10多年来专注气体报警器产品,是一家质量·服务·诚信AAA企业,产品包括有毒可燃气体报警器、点型气体探测器,气体检测仪,气体报警控制器等安防产品以及相关配套设备。
 工业CO气体报警器煤气气体探测器
工业CO气体报警器煤气气体探测器
本产品信息由(山东如特安防设备有限公司)为您提供,内容包括(RBT-6000 工业CO气体报警器煤气气体探测器)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(RBT-6000 工业CO气体报警器煤气气体探测器)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。

沪公网安备 31011502008050号