品牌 其他品牌 价格区间 2万-5万 产地类别 国产
万濠影像测量仪VMS-2515F手动二次元轮廓仪、数字轮廓测量仪、2.5D影像测量仪、电路板几何图形测量仪、万濠影像测量仪价格、万濠影像测量仪维修、万濠影像测量仪厂家等请万濠仪器:,我们将竭诚为你服务。
购买须知:
1、我们代理的万濠产品属于原装万濠公司,假一罚十,合同及我公司营业执照为证。
2、VMS-2515F影像测量仪需全款订做,到贵公司的时间为10-15天左右.
3、VMS-2515F影像测量仪保修一年,终生维护。
4、VMS-2515F影像测量仪行程:长:250MM,宽:150MM,高:150MM;
分辨率:0.5UM,重量:120KG
5、本报价不含电脑和仪器放置工作台。
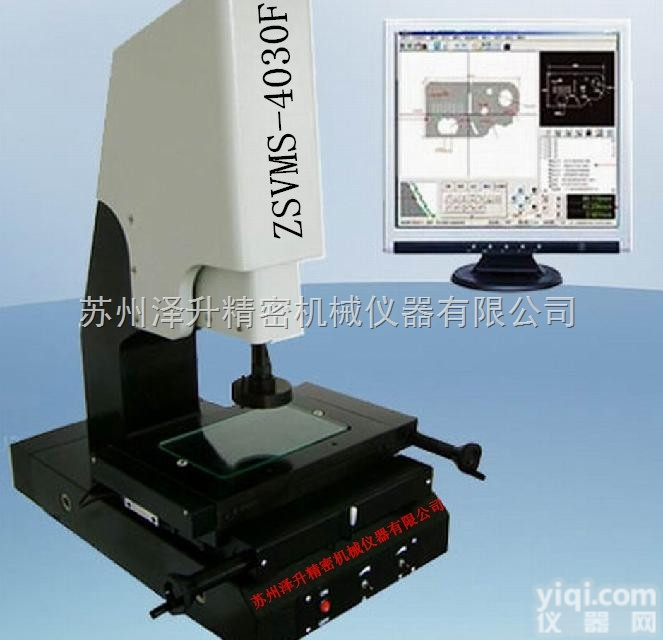
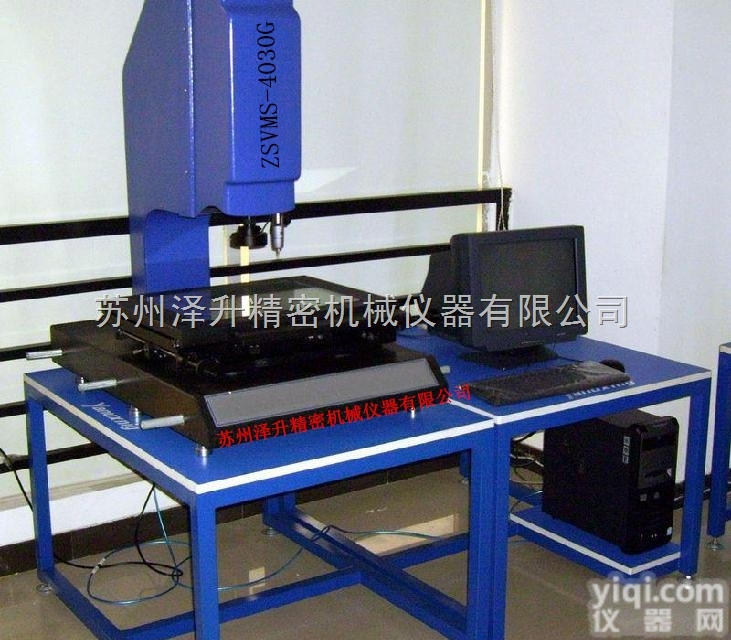
一、万濠影像测量仪VMS-2515F手动二次元轮廓仪同系列实物图:



影像测量仪玻璃:

影像测量仪旋工作台:


影像测量仪测量软件:

影像测量仪测量界面:







二、用途、特点、技术规格参数:
VMS-2515F影像测量仪产品用途:
适用于以二维坐标测量为目的的一切应用领域,广泛应用于机械、电子、仪表、塑胶等行业。
VMS-2515F影像测量仪产品特点:
1.多种形式光源,保证满足多样性测量要求;
2.多种数据处理、显示、输入、输出功能;
3.工件摆正功能非常实用;
4.激光指示器技术方便对焦和定位;
5.脚踏开关与软件配合,操作更简便。
VMS-2515F影像测量仪(下列红色的字样)技术规格参数:
工 作 台 | 型 号 | VMS-1510G/VMS-1510F | VMS-2010G/VMS-2010F | VMS-2515G/VMS-2515F | VMS-3020G/VMS-3020F | VMS-4030G/VMS-4030F |
| 金属台尺寸(mm) | 354×228 | 404×228 | 450×280 | 500×330 | 606×466 | |
| 运动行程(mm) | 150×100 | 200×100 | 250×150 | 300×200 | 400×300 | |
| Z轴升降行程(mm) | 200(特殊订购达400) | |||||
| 截面原点一致性误差(μm) | G型:E0≤30(Z轴升降行程每100mm); F型:E0≤20(Z轴升降行程每100mm) | |||||
| X、Y、Z数显分辨力:0.5μm X、Y坐标示值误差:(2.5+L/100)μm(L为被测长度,单位:mm) | ||||||
影 像 系 统 | F型 | G型 | ||||
| 1/2”彩色CCD摄像机 | 1/3”彩色CCD摄像机 | |||||
| 变倍镜头倍率:0.7X~4.5X | 变倍镜头倍率:0.7X~4.5X | |||||
| 视频倍率:20~128X | 视频倍率:26.6~171X | |||||
| 物方视场:11.1mm~1.7m | 物方视场:8.1mm~1.3m | |||||
| 表面光源与透射光源均用LED,亮度可调 | ||||||
建议放置台 载重要求≥350KG 尺寸(长×宽×高)1000×600×500(mm)
三、操作维护保养:
一、目的
确保影像测量仪在测量过程中输出有效、准确的检测结果,为产品的测量作出可信的判定,延长仪器的使用寿命。
二、范围
适用于本公司影像测量仪的操作。
三、 职责
3.1 只有经过培训合格者且经授权后才能对本仪器进行操作。并且要严格按照本 规程来进行试验操作。
3.2 操作人员要对仪器的的使用状态及测量结果的有效性,准确性负责。
四、操作步骤
4.1 打开电脑主机及显示器电源开关,进入WindowsXP操作界面,双击影像仪软件的图标,进入软件的操作界面。
4.2倍数的选取:根据被测物体的大小然后通过旋转CDD摄像头上的转动装置来 选择与之Z适合的倍数(0.65,1,2)例如实物较小就可以选择高倍率来进行操作。
4.3 比例标定:首先打开底光灯(必要时打开顶光灯),将光学标准片正放与载物 玻璃板上,通过旋转X,Y轴控制手柄来使的标准片上的X,Y轴与系统上的X,Y轴重合,直到系统坐标成红线闪烁时即可,然后点击菜单栏上的“标定设置比例尺”即可获得与系统匹配的比例。标定完成后请将标准片轻轻放回标定盒中。
4.4 将产品被测表面清洁后,轻放于载物玻璃板上,根据测量要求选择投影的底光 或顶光;通过旋转Z轴升降手柄,把影像调整到Z清晰的程度。 接下来以几种常用的操作指令为例 4.5 端面距的测量:
4.5.1 焦距调整:按照4.4步骤把被测产品影像调到Z清晰程度。
4.5.2 要素测绘:单击工具面板上的“绘图”, 单击“多点画线(或双点画线)”,依次 在产品投影被测轮廓线上取点(取点时要结合左下脚的放大区域,观察是否点取到合适的点),单击”右键”即可生成直线要素;按同样方法求出另一端面的直线要素。
测绘时要观察图元数据区上的位置,若与实际相差较大,就需重新比例标定后再次测量)
4.5.3 尺寸标注:完成绘图指令后。单击工具面板上的“标注”,根据情况选择”两直 线间距离”的标注方式图标(如是水平或垂直时选用“对齐标注”,
其他则选用“线性
标注” ),根据下方提示选择基准线,再选择第二条直线要素,选择标注位置单击左键,完成尺寸的标注。
4.6 孔径的测量:
4.6.1. 焦距调整:按照4.4步骤把被测产品影像调到Z清晰程度。
4.6.2.要素测绘:单击工具面板上的“绘图”,单击“多点画圆”(或3点画圆),依次 在产品投影被测轮廓线上选取均匀分布的点(选择点数越多,测量精度越高,但Z低3点以上),Z后单击右键即可完成圆要素的测绘。
4.6.3.尺寸标注:完成绘图指令后。单击工具面板上的“标注”,然后左键单击“直 径标注”指令。选择标注位置,然后单击左键完成直径标注工作。
4.7.角度的测量:
4.7.1.焦距调整:按照4.4步骤把被测产品影像调到Z清晰程度。
4.7.2.要素测绘:单击工具面板上的“绘图”, 单击“多点画线(或双点画线)”,依次在产品投影被测轮廓线上取点,单击”右键”即可生成直线要素;按同样方法求出另外一条直线要素。
4.7.3.尺寸标注:完成绘图指令后。单击工具面板上的“标注”,然后左键单击“角度标注”指令。根据提示选择*条直线要素,再选择第二条直线要素,选择标注位置,Z后按左键结束标注。 4.8位置的测量:
4.8.1焦距调整:按照4.4步骤把被测产品影像调到Z清晰程度。 4.8.2要素测绘:根据建座标系的需要,测绘出相应的点要素或线要素。
4.8.3坐标系建立:单击“菜单栏”上的“坐标设置”出现坐标设置下拉菜单,选择相应的建立坐标系的方式:根据左下方的提示,依次选取各个要素点或线,完成坐标系的设定。
4.8.4要素求取:根据测量要求,测绘出被测量要素,结果会显示在要素测量结果一栏中。
五、 软件间的转换
根据需要,必要时要将所测绘图元载入到CAD软件里进行编辑和处理。
5.1 单击菜单栏中的“文件”,选择“保存为DXF格式”,将其保存在某一指定盘内。 5.2 退出VMM2.2A系统,单击WindowsXP 界面上的AutoCAD2004图标,进入CAD操作系统。
5.3 在CAD操作界面上选择菜单栏中的“文件”,出现下拉菜单,然后选择在5.1步骤中保存的DXF文件,将其载入到CAD系统进行所需要的操作。 六 、操作结束
6.1 先退出VMM2.2分析软件,再退出XP操作系统,Z后关闭仪器电源。
七 、操作注意事项
7.1被测物体要轻拿轻放,以免损坏仪器玻璃载物台。 7.2每一次对放大倍数调节后都应该重新标定比例尺。
7.3在被测要素轮廓线上取点时, 要结合左下脚的放大区域,观察是否点取到合适位置,取点要均匀,且不可重复取点。
八,维护保养:
1、仪器应放在清洁干燥的室内(室温20℃±5℃,湿度低于60%),避免光学零件表面污损、金属零件生锈、尘埃杂物落入运动导轨,影响仪器性能。
2、仪器使用完毕,工作面应随时擦干净,Z好再罩上防尘套。
3、仪器的传动机构及运动导轨应定期上润滑油,使机构运动顺畅,保持良好的使用状态。
4、工作台玻璃及油漆表面脏了,可以用清洁剂与清水擦干净。绝不能用有机溶剂擦拭油漆表面,否则,会使油漆表面失去光泽。
5、仪器LED灯源使用寿命很长,但当有灯泡烧坏时,请通知厂商,由专业人员为您更换。
6、仪器精密部件,如影像系统、工作台、光学尺以及Z轴传动机构等均需精密调校,所有调节螺丝与紧固螺丝均已固定,客户请勿自行拆卸,如有问题请通知厂商解决。
7、软件已对工作台与光学尺的误差进行了精确补偿,请勿自行更改。否则,会产生错误的测量结果。
8、仪器所有电气接插件、一般不要拔下,如已拔掉,则必须按标记正确插回并拧紧螺丝。不正确的接插、轻则影响仪器功能,重则可能损坏系统。
 VMS-2515F 万濠影像测量仪VMS-2515F手动二次元轮廓仪
VMS-2515F 万濠影像测量仪VMS-2515F手动二次元轮廓仪
 表面轮廓测量仪 轮廓仪,轮廓测量仪,表面轮廓测量仪,丘永达轮廓测定机,轮廓测试仪 表面轮廓测量仪 网址:http://www.cnydyq.com
表面轮廓测量仪 轮廓仪,轮廓测量仪,表面轮廓测量仪,丘永达轮廓测定机,轮廓测试仪 表面轮廓测量仪 网址:http://www.cnydyq.com
 轮廓仪高精度轮廓测量仪 轮廓测量仪 粗糙度轮廓检测仪
轮廓仪高精度轮廓测量仪 轮廓测量仪 粗糙度轮廓检测仪
 丘永达供轮廓仪,形状测量仪,轮廓测量仪,粗糙度轮廓仪,曲率
丘永达供轮廓仪,形状测量仪,轮廓测量仪,粗糙度轮廓仪,曲率
 轮廓仪、形状测量仪、轮廓测量仪、粗糙度轮廓仪
轮廓仪、形状测量仪、轮廓测量仪、粗糙度轮廓仪
 广州轮廓仪-表面轮廓仪-轮廓测量仪-粗糙度轮廓仪
广州轮廓仪-表面轮廓仪-轮廓测量仪-粗糙度轮廓仪
 东京精密轮廓仪C1710SD/DX,东京精密轮廓形状测量仪,高精度轮廓仪
东京精密轮廓仪C1710SD/DX,东京精密轮廓形状测量仪,高精度轮廓仪
 轮廓测量仪 粗糙度轮廓测量仪
轮廓测量仪 粗糙度轮廓测量仪
 SP3100表面轮廓测量仪 SP3100表面轮廓测量仪9
SP3100表面轮廓测量仪 SP3100表面轮廓测量仪9
 SP3200表面轮廓测量仪 SP3200表面轮廓测量仪2
SP3200表面轮廓测量仪 SP3200表面轮廓测量仪1
SP3200表面轮廓测量仪 SP3200表面轮廓测量仪2
SP3200表面轮廓测量仪 SP3200表面轮廓测量仪1
 BL100 国内*双镜头双倍率 一键式快速测量仪BL100 影像轮廓测量多个尺寸
BL100 国内*双镜头双倍率 一键式快速测量仪BL100 影像轮廓测量多个尺寸
本产品信息由(苏州泽升精密机械仪器有限公司)为您提供,内容包括(VMS-2515F 万濠影像测量仪VMS-2515F手动二次元轮廓仪)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(VMS-2515F 万濠影像测量仪VMS-2515F手动二次元轮廓仪)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。