TYKJ-F1101型 柔性加工制造系统|柔性自动化先进制造实训装置一、概述
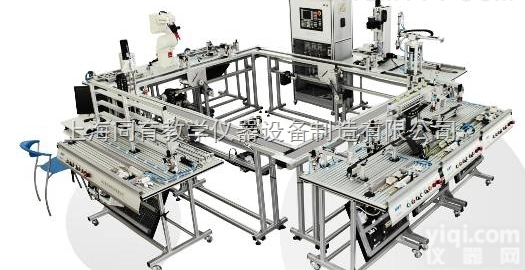
TYKJ-F1101型柔性加工制造系统|柔性自动化先进制造实训装置(Flexible Manufacturing System,FMS)由供料传输工作站、检测与分拣工作站、搬运工作站、上下料机械手工作站、数控铣床加工工作站、加工检测工作站、五自由度机器人装配工作站、成品分装工作站、条形码读取处理单元、立体仓库自动储存工作站、变频调速环形传输系统、上位监控系统等组成。是由计算机集成管理和控制、GX率地制造中小批量多品种零部件的自动化制造系统,如图1所示。该系统仿真工业柔性制造系统的生产过程,为学生提供了综合训练的实验环境。
TYKJ-F1101型综合应用了现代机械技术、自动控制、计算机控制、数控技术、数控机床、传感器、气动控制等多种技术,是典型的机电一体化控制系统。该系统有助于学生对机械设计、自动控制、计算机技术、机床数控原理、传感器与检测技术、气动控制技术等知识的学习,对可编程控制器的程序设计、电机控制、传感器检测等技术的应用能够得到实际的训练,提高学生的机电控制系统的设计、装配、调试的综合能力。
二、系统组成
1.供料传输工作站
供料传输工作站主要由铝合金型材基体、料仓、推料气缸、传输带机构、远程I/O控制等组成,主要用于完成对毛坯件的输送。
2.检测与分拣工作站
检测与分拣工作站主要由铝合金型材基体、升降缸、气爪、滚珠丝杆副、专用的图像识别处理器、远程I/O控制等组成。主要完成对毛坯件外观进行品质的判断,并将不合格品分拣剔除。
3.搬运工作站
搬运工作站主要由铝合金型材基体、摆动气缸、升降气缸、气爪、远程I/O控制等组成。用于将合格毛坯件搬运到传输带上。
4、上下料机械手工作站
上下料机械手工作站主要由铝合金型材基体、旋转缸、伸缩缸、升降缸、气爪、远程I/O控制等组成。主要功能是将毛坯件送入数控铣床加工,并将加工完成后的工件重新放回传输带上。
5.数控铣床加工工作站
数控铣床加工工作站主要由铝合金型材基体、三维滑台、气动夹具、数控系统等组成。用于完成对毛坯件顶部ZX位置铣削圆孔。
6.加工检测工作站
加工检测工作站主要由铝合金型材基体、摆臂缸、真空吸盘、升降检测缸、推料气缸、远程I/O控制等组成。主要检测工件的铣削深度。
7.机器人装配工作站
机器人装配工作站主要由铝合金型材基体、五自由度工业机器人装配手以及废料槽所组成。用于剔除不合格品,对加工件、装配箱、箱盖精细装配。
8.成品分装工作站
成品分装工作站主要由铝合金型材基体、料仓、推料缸、远程I/O控制等组成。为机器人提供装配平台。
9.条形码处理单元
条形码处理单元由专用的条形码扫描处理器组成。用于对已封装成品进行条形码扫描读取识别。
10.立体仓库自动储存工作站
立体仓库自动储存工作站主要由框架式底板、行走控制器、滚珠丝杆传动机构、货架、堆垛机、伸缩臂等组成。用于成品件及托盘的自动仓储和管理。
11.变频调速环行传输系统单元
变频调速环行传输系统单元主要由铝合金型材基体、环行传输线、自动转向机构、变频调速系统、自动定位系统、制动机构、远程I/O控制等组成。可完成对加工件、成品件的输送,不同工位的自动定位。
12.上位机监控系统单元
上位机监控系统单元由上位机及监控软件、网络通讯等组成。
TYKJ-F1101多总线柔性加工制造系统大致的工作流程是:
(1) 把不同属性的毛坯件放入供料工作站的供料仓内,光电传感器检测到有工件信号之后,推料气缸动作,将毛坯件送至传输带,输送至检测与分拣工作站。
(2) 检测与分拣工作站首先对毛坯件的外表面进行投影检测,将轮廓不合格的毛坯件分拣剔除,合格的毛坯件送入下一工作工作站。
(3) 搬运机械手在等待区有信号之后,摆动到检测合格毛坯件一侧,气缸伸出并下降到工件位置并抓取,上升并回收气爪,将合格毛坯件摆回放置于环行传输系统的传送带上。
(4) 毛坯件到达上下料机械手等待区后,伸缩缸伸出,升降缸下降并抓取毛坯件,然后升降缸上升并缩回,旋转缸动作旋转90度后移至数控铣床加工工作站并将毛坯件释放至加工位,伸缩缸缩回。
(5)数控铣床加工工作站工作,完成加工后,机械手将其抓回到传输带上输送至下一工作站。
(6) 当加工完成工件到达加工检测工作站后传输带停止动作,该工作站摆臂机构将其搬运至孔深检测区,升降缸动作完成孔深检测,摆臂机构再将工件送回传输带,传向下一工作工作站。
(7) 机器人单元将检测不合格品放到废料槽;将合格品抓送到成品装配区,完成装箱、封盖动作,动作完成后将成品搬运至传输带上。
(8) 条码识别系统根据装配箱已贴好的条码分类记忆成品属性,工件进入入库等待区,立体库堆垛机动作,将成品入库。
三、系统的特征
TYKJ-F1101多总线柔性加工制造系统综合应用了多学科技术,适用于机械原理、自动控制原理、机床数控原理、运动控制、工业工程、机电一体化技术、电气控制与可编程控制器、传感器与检测技术、计算机控制技术等课程的实践教学。
除此之外,TYKJ-F1101多总线柔性加工制造系统具有如下特点:
(1)各工作站和单元采用模块化形式,各工作站和模块易于搭建、拆卸和维护,各工作站和模块之间可随意组合,连接方便、快捷;
(2)系统中采用国际知名公司(如德国FESTO、日本SMC等)工业元件,质量可靠、性能稳定;
(3)通过本系统的学习,学生可以获得气动控制、伺服电机控制、传感器、变频技术、机器人、计算机网络控制、现场总线等工业现场综合技术和专业知识;
(4)控制模式分为手动控制和自动控制;
(5) 系统具有很高的兼容和扩展性,随着工业现场技术的快速发展,本系统可以紧跟现场技术升级扩展,深入地满足教学的需要;
(6) 系统可以进行二次开发与研究,锻炼学习者创造性的思维和动手能力。也可根据客户要求提供解决方案;
(7)具有良好的安全性能。
四、技术参数
1.输入电源::AC 220V±10%(单相三线);
2.整体功率:<1.5kVA;
3.整体外形尺寸:4400mm×3800mm×1700mm;
4.气源压力:0.4MPa;
5.工作环境:温度-5ºC~+40ºC;湿度85%(25ºC);海拔<4000m。
五、设备配置
1.供料传输工作站
序号 | 名 称 | 规 格 | 数量 | 单位 | 备 注 |
1 | 推料气缸 | φ16×80㎜ | 1 | 套 | SMC |
2 | 传输带模块 | 带式传输,直流电机 | 1 | 套 | |
3 | 电感传感器 | DC 24V | 1 | 个 | Autonics |
4 | 光电传感器 | DC 24V | 1 | 个 | Autonics |
5 | 光纤传感器 | DC 24V | 2 | 个 | Autonics |
6 | 开关电源 | DC24V | 1 | 个 | 明纬 |
7 | 断路器 | 2P | 1 | 个 | 施耐德 |
8 | 电磁阀 | | 1 | 个 | SMC |
9 | 过滤减压阀 | 5?;0.05~0.85MPa | 1 | 个 | FESTO |
10 | 手动阀 | | 1 | 个 | FESTO |
11 | 节流阀 | | 2 | 个 | FESTO |
12 | 实训台 | 750mm×750mm×840mm | 1 | 张 | 带转向轮 |
2. 检测与分拣工作站
序号 | 名 称 | 规 格 | 数量 | 单位 | 备 注 |
1 | 滚珠丝杆副 | 行程:500mm,导程:5㎜;直流电机驱动 | 1 | 套 | |
2 | 升降气缸 | φ16×50mm | 1 | 套 | SMC |
3 | 气爪 | φ16 | 1 | 套 | SMC |
4 | CCD芯片 | 分辨率640×480 | 1 | 套 | 西门子 |
5 | 电感式传感器 | DC 24V | 4 | 个 | Autonics |
6 | 开关电源 | DC24V | 1 | 个 | 明纬 |
7 | 断路器 | 2P | 1 | 个 | 施耐德 |
8 | 电磁阀 | | 2 | 个 | SMC |
9 | 气路板 | | 1 | 块 | SMC |
10 | 过滤减压阀 | 5?;0.05~0.85MPa | 1 | 个 | FESTO |
11 | 手动阀 | | 1 | 个 | FESTO |
12 | 节流阀 | | 4 | 个 | FESTO |
13 | 实训台 | 750mm×750mm×840mm | 1 | 张 | 带转向轮 |
3.搬运工作站
序号 | 名 称 | 规 格 | 数量 | 单位 | 备 注 |
1 | 摆动气缸 | φ40×270° | 1 | 套 | SMC |
2 | 升降气缸 | φ16×30 | 1 | 套 | SMC |
3 | 气爪 | φ16 | 1 | 套 | SMC |
4 | 传输带模块 | 带式传输,直流电机 | 1 | 套 | |
5 | 光纤传感器 | DC 24V | 1 | 个 | Autonics |
6 | 开关电源 | DC24V | 1 | 个 | 明纬 |
7 | 断路器 | | 1 | 个 | 施耐德 |
8 | 电磁阀 | | 3 | 个 | SMC |
9 | 气路板 | | 1 | 块 | SMC |
10 | 过滤减压阀 | 5?;0.05~0.85MPa | 1 | 个 | FESTO |
11 | 手动阀 | | 1 | 个 | FESTO |
12 | 节流阀 | | 6 | 个 | FESTO |
13 | 实训台 | 750mm×750mm×840mm | 1 | 张 | 带转向轮 |
4.上下料机械手工作站
序号 | 名 称 | 规 格 | 数量 | 单位 | 备 注 |
1 | 旋转气缸 | φ32×270° | 1 | 套 | FESTO |
2 | 伸缩气缸 | φ20×300mm | 1 | 套 | SMC |
3 | 升降气缸 | φ20×160mm | 1 | 套 | FESTO |
4 | 气爪 | φ20 | 1 | 套 | SMC |
5 | 开关电源 | DC24V | 1 | 个 | 明纬 |
6 | 断路器 | 2P | 1 | 个 | 施耐德 |
7 | 电磁阀 | | 4 | 个 | SMC |
8 | 气路板 | | 1 | 块 | SMC |
9 | 过滤减压阀 | 5?;0.05~0.85MPa | 1 | 个 | FESTO |
10 | 手动阀 | | 1 | 个 | FESTO |
11 | 节流阀 | | 8 | 个 | FESTO |
12 | 实训台 | 750mm×750mm×740mm | 1 | 张 | 带转向轮 |
5.数控铣床加工工作站
序号 | 名 称 | 规 格 | 数量 | 单位 | 备 注 |
1 | 三维滑台 | 滚珠丝杠副行程:400mm | 3 | 套 | |
2 | 工作台 | 工作台及围板 | 1 | 套 | |
3 | 电气元件 | 小型断路器、继电器等。 | 1 | 套 | |
4 | 控制盒 | 带灯按钮8个、急停按钮1个、旋钮开关3个及铝型材盒1个 | 1 | 只 | |
5 | 限位开关 | 磁簧开关 | 9 | 个 | |
6 | 开关电源 | DC24V | 1 | 台 | |
7 | 单相交流电机 | 工作电压:AC220V 50Hz | 1 | 台 | |
8 | 伺服电机及驱动器 | 2Nm | 3 | 套 | 或步进电机及驱动器 |
9 | 实训桌 | 750mm×750mm×840mm,含有网孔板 | 1 | 张 | 带转向轮 |
6.加工检测工作站
序号 | 名 称 | 规 格 | 数量 | 单位 | 备 注 |
1 | 推料气缸 | φ16×75㎜ | 1 | 套 | SMC |
2 | 检测气缸 | φ10×45mm | 1 | 套 | SMC |
3 | 摆动气缸 | φ40×184° | 1 | 套 | SMC |
4 | 吸盘 | | 1 | 个 | FESTO |
5 | 减压阀 | | 1 | 个 | FESTO |
6 | 真空发生器 | | 1 | 个 | FESTO |
7 | 数字式真空压力开关 | | 1 | 个 | SMC |
8 | 开关电源 | DC24V | 1 | 个 | 明纬 |
9 | 断路器 | 2P | 1 | 个 | 施耐德 |
10 | 电磁阀 | | 3 | 个 | SMC |
11 | 气路板 | | 1 | 块 | SMC |
12 | 过滤减压阀 | 5?;0.05~0.85MPa | 1 | 个 | FESTO |
13 | 手动阀 | | 1 | 个 | FESTO |
14 | 节流阀 | | 6 | 个 | FESTO |
15 | 实训台 | 750mm×750mm×840mm | 1 | 张 | 带转向轮 |
7.机器人单元
(1)机器人技术指标见表
名 称 | 单位 | 规 格 |
品Pai | | 三菱R系列 |
自由度 | | 5 |
安装位置 | | 台面,悬吊 |
结构 | | 速度,多关节模式 |
驱动系统 | | 交流伺服电机 |
位置检测方法 | | 编码器 |
Z大合成速度 | 毫米/秒 | 大约.2200 |
负荷 | Z大值 | 千克 | 1.5 |
常规值 | 1 |
精度 | 毫米 | ±0.02 |
周围环境温度 | 度 | 0到40 |
质量 | 千克 | 大约19 |
手臂可达到范围 (前部轴ZX点) | 毫米 | 418 |
|
供应压力 | Mpa | 0.5±10% |
保护规格 | | IP30 |
表面涂层颜色 | | 淡灰 |
(2)设备配置见表14。
序号 | 名 称 | 规 格 | 数量 | 单位 | 备 注 |
1 | 五自由度机器人 | 三菱R系列,1.5Kg | 1 | 套 | |
2 | 气爪 | φ16 | 1 | 套 | SMC |
3 | 节流阀 | | 2 | 个 | FESTO |
4 | 实训台 | 500mm×750mm×840mm | 1 | 张 | 带转向轮 |
8.成品分装工作站
序号 | 名 称 | 规 格 | 数量 | 单位 | 备 注 |
1 | 推料气缸 | φ16×80㎜ | 2 | 套 | SMC |
2 | 光纤传感器 | DC 24V | 2 | 个 | Autonics |
3 | 开关电源 | DC24V | 1 | 个 | 明纬 |
4 | 断路器 | | 1 | 个 | 施耐德 |
5 | 电磁阀 | | 2 | 个 | SMC |
6 | 气路板 | | 1 | 块 | SMC |
7 | 过滤减压阀 | 5?;0.05~0.85MPa | 1 | 个 | FESTO |
8 | 手动阀 | | 1 | 个 | FESTO |
9 | 节流阀 | | 4 | 个 | FESTO |
10 | 实训台 | 750mm×750mm×840mm | 1 | 张 | 带转向轮 |
9.条形码识别单元
品Pai | diamond |
Z高扫描频率 | 1200次/秒(16线) |
阅读范围 | 0-180mm |
Z大可读分辨率 | 0.1mm(4mils) |
通讯方式 | RS232 |
10,立体仓库自动储存工作站
序号 | 名 称 | 规 格 | 数量 | 单位 | 备 注 |
1 | 摆动气缸 | φ20×180° | 1 | 套 | SMC |
2 | 气爪 | φ16 | 1 | 套 | SMC |
3 | 滚珠丝杆传动副 | 行程:400mm/1100mm, 导程:5㎜ | 2 | 套 | |
4 | 伺服电机及驱动器 | 400W/600W | 2 | 套 | 东元 |
5 | 货架机构 | 货位24个(4层6列) | 1 | 套 | |
6 | 行程开关 | DC 24V | 8 | 个 | |
7 | 光电传感器 | DC 24V | 2 | 个 | Autonics |
8 | 开关电源 | DC24V | 1 | 个 | 明纬 |
9 | 断路器 | 2P | 1 | 个 | 施耐德 |
10 | 电磁阀 | | 3 | 个 | SMC |
11 | 气路板 | | 1 | 块 | SMC |
12 | 过滤减压阀 | 5?;0.05~0.85MPa | 1 | 个 | FESTO |
13 | 手动阀 | | 1 | 个 | FESTO |
14 | 节流阀 | | 6 | 个 | FESTO |
15 | 实训台 | 1500mm×750mm×840mm | 1 | 张 | 带转向轮 |
11.变频调速环行传输系统
序号 | 名 称 | 规 格 | 数量 | 单位 | 备 注 |
1 | 挡料气缸 | φ16×50㎜ | 5 | 套 | SMC |
2 | 传输带 | 带宽120㎜ | 4 | 套 | |
3 | 小车 | | 5 | 套 | |
4 | 传输带机构框架 | | 4 | 套 | |
5 | 变频器 | MM440 | 4 | 个 | 西门子 |
6 | 电感传感器 | DC 24V | 5 | 个 | Autonics |
7 | 开关电源 | DC24V | 1 | 个 | 明纬 |
8 | 断路器 | 2P | 1 | 个 | 施耐德 |
9 | 电磁阀 | | 5 | 个 | SMC |
10 | 过滤减压阀 | 5?;0.05~0.85MPa | 1 | 个 | FESTO |
11 | 手动阀 | | 1 | 个 | FESTO |
12 | 节流阀 | | 10 | 个 | FESTO |
12.上位机监控系统
系统控制采用Profibus现场总线,完成对各单元设备站之间的通讯,由工控机组态工作,在工控组态软件中完成。
13.系统附件
序号 | 名 称 | 数量 | 单位 | 备 注 |
1 | 工件 | 1 | 套 | |
2 | 实验指导书 | 1 | 套 | |
3 | 数据光盘 | 1 | 张 | |
4 | 常用工具 | 1 | 套 | |
5 | 气泵 | 1 | 台 | 用户选配 |
五、实训内容
1.可编程控制器
(1)数据传输功能实验
(2)定时、计数、移位功能实验
(3)比较功能实验
(4)步进功能的应用实验
(5)跳转功能的应用实验
(6)子程序调用功能的应用实验
(7)中断控制功能的应用实验
(8)变频调速控制实验
(9)伺服电机控制实验
(10)检测系统的程序设计
(11)自动储存系统的程序设计
2.传感器技术及应用
(1)光电传感器的特性分析及应用
(2)电感传感器的特性分析及应用
(3)电磁传感器的特性分析及应用
(4)位置传感器的特性分析及应用
(5)光栅尺的特性分析及应用
(6)条码识别系统特性分析及应用
3.气动控制技术
(1)电控气动阀的工作原理及应用
(2)真空发生器的工作原理及应用
(3)气动二联体的工作原理及应用
(4)各种气缸的工作原理及应用
4.运动控制系统
(1)异步电机控制电路的连接与控制程序编写
(2)异步电机调速控制电路的连接与控制程序编写
(3)步进电机控制电路的连接与控制程序编写
(4)交流伺服电机控制电路的连接与控制程序编写
5.组态监控及人机界面技术
(1)组态监控软件的基本应用
(2)组态监控软件通信实验
6.机械结构训练技术
(1)带传动机构的设计及特性研究
(2)齿轮传动机构的设计及特性研究
(3)链条链轮机构的设计与特性研究
(4)直线导轨的设计及特性研究
(5)滚珠丝杆的特性研究及应用
(6)齿型带的设计及特性研究
7.故障检测技术技能培训
(1)程序故障设置的排除训练
(2)参数故障设置的排除训练
(3)电气接线故障设置的排除训练
(4)机械故障设置的排除训练
8.网络通讯技术和总线技术
(1)网络通讯基础的原理与应用
(2)PROFIBUS-DP模块应用
(5)各种总线主站与从站之间的通讯