一﹑桌上型拉力试验机用途:
l 本机用途广泛,更换不同夹具可测试各种塑料制品、橡胶制器、电子类制品或哑铃状试片之抗拉强度、伸长、撕裂、胶着力、抗拉应力、剥离、剪力、橡胶与金属之黏接力.
二﹑原理:
l 本机为电子显示拉力试验机,运用马达传动螺杆而使下夹具向下移动,因而拉伸试料;结果运用LOAD CELL力量感应器连接显示器自动显示力量值。
贰﹑依据标准
l 本仪器之设计符合ISO ﹑GB ﹑JIS ﹑ASTM等标准要求。
叁﹑仪器说明
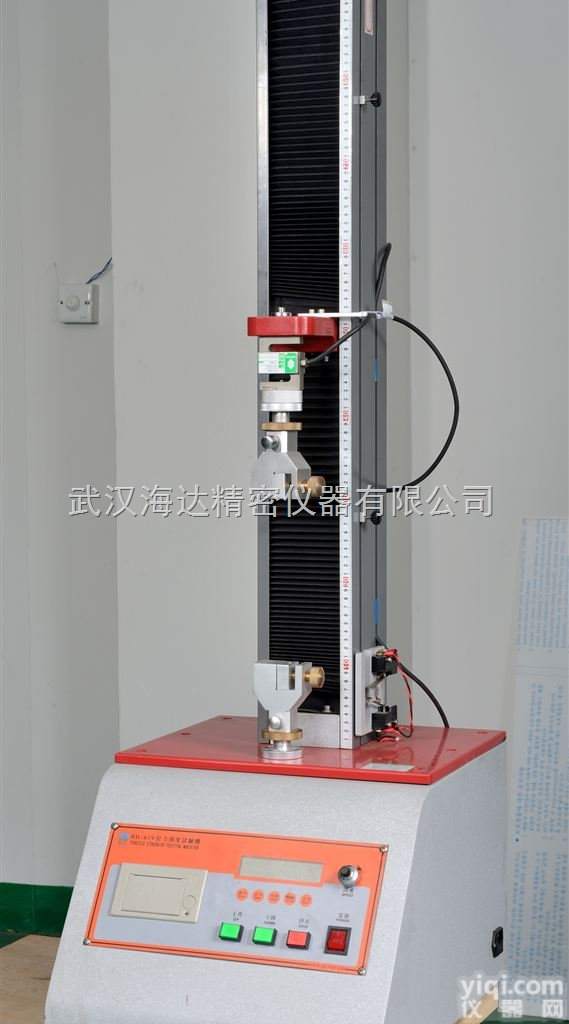
一﹑仪器结构 (图1):
说明: 1. 荷重元 2. 控制面板 3. 上夹具 4. 下夹具 5. 上限位 6. 下限位 7. 底座 |
5
1
6
4 3
2
7
二﹑控制面板说明:(图2)
说明: 1.电源开关 2.调速开关 3.清零按钮 4.设置按钮 5.功能按钮 6.调节按钮 7.峰值按钮 8.上升按钮 9.停止按钮 10.下降按钮 |
8 9 10
7 6 5 4 3 2 1
三﹑仪器规格(表1)
项 目 | 规 格 |
感应方式 | LOAD CELL力量感应器 |
容量 | 50KG |
显示器配置 | LED显示 |
分解度 | 1/10000 |
精度 | ±1% |
速度刻度50mm/min | 控制面板刻度“25”处 |
测试速度 | 25~500mm/min |
行程(约) | 300 mm |
自动停机装置 | 行程上下限位 |
体积 | 320´300´1000mm |
电源 | 1∮ AC220V |
重量(约) | 25kg |
肆﹑仪器安装
一、电源条件:请依本机铭Pai上标示配置正确电源.
危险 ■ 输入电压误差范围应在±10%以内且保证仪器应正确接地,防止仪器漏电造成伤害. |
二、运行环境要求: 室温条件.
三、本仪器需置于水平之桌面上安装定位.
伍﹑试验规范
一﹑准备试件:
1.客户根据自己要求制作试件.(依标准)
2.测试样品:三个以上
二﹑操作步骤:
1测试前确定:
1.1确认电源是否符合规定要求.
1.2上下限安全保护装置是否设定妥当.
注意 ■ 上下限安全保护装置调节不妥当会造成机台损坏. ■试片夹紧后应垂直且不能受到张力. ■针对各种不同的试料,使用不同的夹具. |
2、开始测试:
2.1峰值测试
2.1.1按电源键,显示器会自动打开程序.
2.1.2使用上升或下降键移动下夹具位置后,将上、下夹具打开,夹紧试片.
2.1.3旋转微调电位器,选择合适测试速度.
2.1.4按清零键,显示器清零.
2.1.5按峰值键,进入峰值测试状态.
2.1.6按上升键,开始测试.
2.1.7测试结束时,记录测试结果.
2.1.8按打印键,打印测试结果
3、显示器参数设定:
如下表所示操作步骤,进行参数设置;按【峰值】键,表示确认,并进入下一步;按【置零】键,退出设置模式。
步骤 | 操作 | 显示 | 说明 |
1. | 接通电源 按【调节】 | 【P 000】 | 接通电源后,按住【调节】不放 |
2. | 按【功能】 按【调节】 按【峰值】 | 【P 123】 | 密码输入,按密码,进入设定及标定状态(出厂值为:123); 按【功能】移位, 按【调节】增大数位, 按【峰值】确认 |
3. | 按【调节】 按【峰值】 | 【 SET 】 | 利用【调节】选择: 【 SET 】参数设定状态,选择此项 【 CAL 】称量设定状态 |
4. | 按【功能】 按【调节】 按【峰值】 | 【F 0020000】 | Z大称量值设定: 按【功能】移位, 按【调节】增大数位, 按【峰值】确认 |
5. | 按【调节】 按【峰值】 | 【d 0.5】 | 分度值选择,按【调节】选择,可选1,2,5,0.1,0.2,0.5,0.01,0.02,0.05,0.001,0.002,0.005 |
6. | 按【调节】 按【峰值】 | 【-0- 2b】 | 零点跟踪范围设定,按【调节】选择,0b为不追踪,Z大跟踪9b,出厂默认值为,-0- 2b |
7. | 按【调节】 按【峰值】 | 【FLt 2】 | 滤波参数设置,按【调节】选择,0为不滤波,速度Z快,Z大为9,Z慢,出厂默认值为FLt 2(使用环境好时,选择小值 |
8 | 按【峰值】 | 【U 0】 | 开机默认使用单位, 0-克(g) |
9 | 按【功能】 按【调节】 按【峰值】 | 【PAS 123】 | 用户密码设置,用户自设,要牢记 按【功能】移位, 按【调节】增大数位, 按【峰值】确认 |
10 | | 【 0.0 】 | |
(表2)
4.称量标定
如下表所示操作步骤,进行称量标定;按【峰值】键,表示确认,并进入下一步;按【置零】键,退出设置模式。
步骤 | 操作 | 显示 | 说明 |
1 | 接通电源 按【调节】 | 【P 000】 | 接通电源后,按住【调节】不放 |
2 | 按【功能】 按【调节】 按【峰值】 | 【P 123】 | 密码输入,按密码,进入设定及标定状态(出厂值为:123); 按【功能】移位, 按【调节】增大数位, 按【峰值】确认 |
3 | 按【调节】 按【峰值】 | 【 CAL 】 | 利用【调节】选择: 【 SET 】参数设定状态,选择此项 【 CAL 】称量设定状态 |
4 | 按【峰值】 | 【 CAL 】 | 进入称量标定状态 |
5 | 按【峰值】 | 【UnLOAd】 | 进入零点校正,取下称体物体,等称体状态 |
6 | 按【峰值】 | 【 ⅩⅩⅩ】 | 空载内码数值 |
7 | 按【峰值】 按【功能】 按【调节】 | 【 ⅩⅩⅩ】 | 校正砝码值设定按 【功能】移位, 按【调节】增大数位, 按【峰值】确认 |
8 | 按【峰值】 | 【-LOAd-】 | 指示放上砝码 |
9 | 按【峰值】 | 【 ⅩⅩⅩ】 | 显示校正砝码值,标定结束,返回称重状态 |
表3
5.日期,时间,断点比率及定值设定
如下表所示操作步骤,进行日期,时间,断点比率及定值设定;按【峰值】键,表示确认,并进入下一步;按【置零】键,退出设置模式。
步骤 | 操作 | 显示 | 说明 |
1 | 接通电源 按【功能】 | 【d 070710】 | 接通电源后,按住【功能】不放 |
2 | 按【功能】 按【调节】 按【峰值】 | 【d 070710】 | 日期设定 按【功能】移位, 按【调节】增大数位, 按【峰值】确认 |
3 | 按【功能】 按【调节】 按【峰值】 | 【t 101208】 | 时间设定 按【功能】移位, 按【调节】增大数位, 按【峰值】确认 |
4 | 按【功能】 按【调节】 按【峰值】 | 【b 85 】 | 断点比率设置 按【功能】移位, 按【调节】增大数位, 按【峰值】确认 |
5 | 按【功能】 按【调节】 按【峰值】 | 【A 100 】 | 定量值设置 按【功能】移位, 按【调节】增大数位, 按【峰值】确认 |
表4(表中【 ⅩⅩⅩ】为任意数)
注意 ■ 若遇紧急情况需停机时,按下 停止 键,则机台停止测试工作。 |
试片断裂时,记录LOAD屏幕显示力量Z大值(PU)
陆﹑校正程序
一﹑校正项目 :力量值、速度.
二﹑校正器具:电子秒表、标准直钢尺、游标卡尺、标准砝码
三﹑校正周期:一年
四﹑校正步骤:以下解说为厂内自校方式。
1.力量值校正:
1-1 显示器归零,挂上标准重量砝码于上夹具,视显示值误差应不超出±1%。
注意 ■原则上力量值校正应由本公司客服部或国家认可的计量单位之执行,如属贵公司自行调校而造成之质量问题本公司概不负责。 |
2.速度校正:
l 首先记录机台下夹具之位置,调整速度旋钮,起动机台的同时让秒表开始计时一分钟,秒表的时间到达的同时按下机台 停止 键,根据秒表的时间及机台的行程即为每分钟之速率(mm/min),若误差超出±5%则需修正,请适当调整速度旋钮,再次行走机台以测得正确之旋钮数值。
柒﹑保养程序
一﹑保持清洁.
二﹑定期检查螺杆并加润滑油.
捌﹑故障排除
故障情形 | 可能原因 | 排除办法 |
l 打开电源开关,电源开关指示灯未亮. | l 电源未输入. l 检查插座电源. | l 请电工检查修复供电线路. l 检查插座是否插好. |
l 按上升及下降键机台无感应. | l 马达烧毁. l 按键损坏. | l 更换马达. l 更换按键. |
l 速度无法调整 | l 马达调速板损坏. l 电位器损坏. | l 更换调速板. l 更换电位器. |
玖﹑质量保证
一﹑质量保证事项:
本仪器自出厂日期起免费服务期限为一年(消耗品不在免费范围内,不含差旅费)。
二、免费服务之主要凭证:
1、请贵公司妥为保存《产品保修卡》,如有遗失应于一个月内与我公司客服部联络报备。
2、《产品保修卡》若经涂改或未加我公司之印章,则无效。
三﹑遇下列情况,虽在有效保证期限内,亦得酌收技术或材料费:
1、由于天灾地变而损毁。
2、由于使用者之过失或操作错误以致故障。
3、未按规定使用电源电压导致损坏。
4、自行拆修以致损坏。
5、借给他人使用以致故障。
6、自行改装以致故障。
7、自行校正以致故障。
8、转移或运送不慎而故障。
9、远程地区之服务。
四﹑注意事项:
1.凡广东省地区以外之客户,不论是否在保证期间内,服务人员之交通费及出差费,概由客户支付。
2.本仪器尽量不要在下列场合下使用:
2.1在振动、摇摆的场合.
2.2日光直射的地方.
2.3高温、多尘、潮湿的地方.
2.4供给本机的交流电应接地良好,确保使用安全.
2.5严禁使用强溶剂(如:苯、硝基类油)清洗机壳.
2.6机内不得注入水和杂物,以防电子组件损坏和触电.
3.本仪器显示器内的拆装及调试只能由国家计量部门核准的单位和本公司负责,其它人不得擅自拆修.