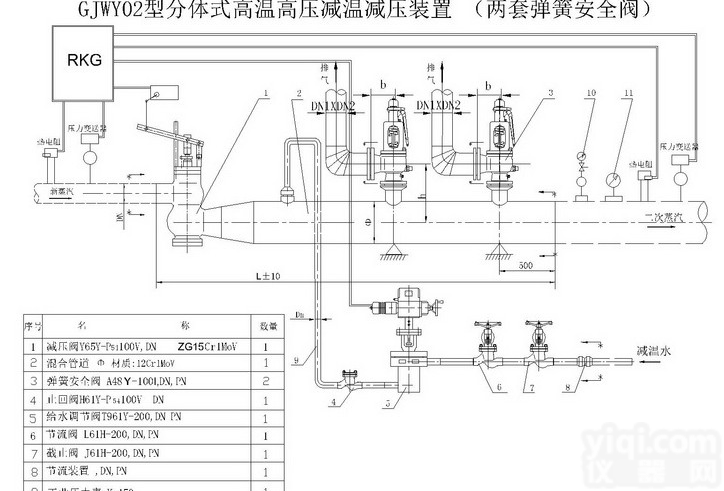
高温高压减温减压装置1 高温高压减温减压装置 范围
本标准规定了减温减压装置的型号编制方法及性能、技术、检查与验收、标
志、油漆和包装等方面的要求,并给出了订货要求的指南。
本标准适用于工作介质为蒸汽的减温减压装置、减温装置和减压装置(以下
简称为“装置”),进口蒸汽的参数如下:
——工作压力不大于26Mpa并且工作温度不大于540℃;
——工作压力不大于6Mpa并且工作温度不大于570℃。
2 高温高压减温减压装置 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其
随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而鼓励根据本标准达成协议的各方研究是否可使用这些文件的Z新版本。凡是不注日期的引用文件,其Z新版本适用于本标准。
GB713—1997 锅炉用钢板(neq ISO 5832-4:1996)
GB/T912—1998 碳素结构钢和低合金结构钢热轧薄钢板及钢带
GB/T983—1995 不锈钢焊条(neq ANSI/AWS A5.4:1992)
GB3087—1999 低中压锅炉用无缝钢管(neq ISO 9329-1:1989)
GB/T3323—1987 钢熔化焊对接接头射线照相和质量分级
GB/T3274—1988 碳素结构钢和低合金结构钢热轧厚钢板及钢带(neq ROCT14637:1979)
GB/T5117—1995 碳钢焊条(eqv ANSI/AWS A5.1:1991)
GB/T5118—1995 低合金钢焊条(neq ANSI/AWS A5.5:1981)
GB5310—1995 高压锅炉用无缝钢管(neq ASTM A335:1990)
GB/T9222—1988 水管锅炉受压元件强度计算
GB/T10868 电站减温减压阀技术条件
GB/T10869电站调节阀技术条件
GB/T14957—1994 熔化焊用钢丝
JB/T1613—1993 锅炉受压元件焊接技术条件
JB/T1614—1994 锅炉受压元件焊接接头力学性能试验方法
JB/T2636—1994 锅炉受压元件焊接接头金相和断口检验方法
JB/T3375—2002 锅炉用材料入厂检验规则
JB/T3595 电站阀门 一般要求
JB4730—1994 压力容器无损检测
JB/T5263 电站阀门铸钢件技术要求
JB/T9624 电站安全阀技术条件
JB/T9625—1999 锅炉管道附件承压铸钢件技术条件
JB/T9626—1999 锅炉锻件技术条件
JB/T6323—2002
3 高温高压减温减压装置 订货要求
为便于用户订货,附录A中表A.1给出了供参考的基本订货要求。
4 高温高压减温减压装置型号
装置的型号表示方法如下:
注1:对于减温装置和减压装置,其代号则分别用W和Y表示。
注2:型号中有关的压力值,均保留一位小数。
5 高温高压减温减压装置 性能要求
5.1 总则
装置在设计参数的工况下运行并经现场正确安装调试,其出口蒸汽流量q、额定出口蒸汽温度t2、额定出口蒸汽压力p2、噪声水平等使用性能应分别符合并达到本标准5.2~5.5所规定的要求。
5.2 出口蒸汽流量q
减温减压装置出口蒸汽变化范围为0.3q~q,特殊需要者可由供需双方协商。
5.3 额定出口蒸汽温度t2
5.3.1额定出口蒸汽温度必须在饱和温度以上(含饱和温度)。
5.3.2额定出口蒸汽温度的念头范围Z小值为额定出口蒸汽温度t2±5℃。
5.4 额定出口蒸汽压力p2
额定出口蒸汽压力的念头范围是:
a) 当额定出口蒸汽压力小于0.98Mpa时,为p2±0.04Mpa;
b) 当额定出口蒸汽压力不大于3.8Mpa时,为p2±0.006Mpa;
c) 当额定出口蒸汽压力大于3.8Mpa时,为p2±0.15Mpa。
5.5 噪声
装置正常运行时,在减温减压阀(减压阀)出口ZX线同一水平面下游1m并距管壁1m处测其噪声,总体噪声水平应不大于85dB(A)。买方若有特殊要求,可由买卖双方协商解决。
6 高温高压减温减压装置技术要求
6.1 一般要求
JB/T6323—2002
6.1.1 装置的设计制造除应符合本章规定外,还应符合图样要求。
6.1.2 与装置配套的控制装置应能满足装置的正常运行。
6.1.3 减温减压阀(减压阀)应符合GB/T10868的规定。
6.1.4 调节阀应符合GB/T10869的规定。
6.1.5 安全阀应符合《蒸汽锅炉安全技术监察规程》及JB/T9624的规定
6.1.6 闸阀、截止阀、止回阀、节流阀等阀门应符合JB/T3595的规定。
6.1.7 装置中的蒸汽管道、混合管道以及管件应按GB/T9222—1988进行强度计算。
6.2 材料
6.2.1 节流孔板及卷制的蒸汽管道和混合管道用钢板应符合GB713—1997的规定。
6.2.2 蒸汽管道和混合航空航天工业部内零件所用的薄钢板应符合GB912—1989的规定;所用的热轧厚钢板应符合GB3274—1988的规定。
6.2.3 蒸汽管道和混合管道用无缝钢管,其承受的介质参数为低中压时应符合GB3087—1999的规定;其承受的介质参数为高压时应符合GB5310—1995的规定。
6.2.4 铸钢件材料应符合JB/T5263和JB/T9625—1999的规定。
6.2.5 锻件材料应符合JB/T9626—1999的规定。
6.2.6 焊接用材料不锈钢焊条应符合GB/T983—1995的规定;碳钢焊条应符合GB/T5117—1995的规定;低合金钢焊条应符合GB/T5118—1995的规定;焊接用钢丝应符合GB/T14957—1994的规定。
6.2.7 材料代用应满足强度和结构上的要求,且需经该产品的设计部门同意。
6.3 焊接和补焊
6.3.1 装置的管道和管道元件(以下简称受压件)的焊接应由持有相应类别的“锅炉压力容器焊工合格证”的人员担任。
6.3.2 焊接和焊接返修应符合JB/T1613—1993的规定,施焊前应按《蒸汽锅炉安全技术监察规程》进行焊接工艺评定。焊缝的外观检查和无损检测按本标准7.2和7.3的规定。
6.3.3 焊缝返修时应按原焊缝的质量要求进行外观检查和无损检测,同一位置上的返修不得超过三次,超过二次的需经制造单位总技术负责人批准。
6.3.4 铸钢件的补焊应符合JB/T3595的规定。
| 序号 | 指标名称 | 煤油方案 | 200#方案 |
| 1 | 常顶收率% | 10~14 | 10~13 |
| 2 | 常一线收率% | 5~7.5 | 4~5 |
| 3 | 常二线收率% | 21~25 | 25~29 |
| 4 | 常三线收率% | 2~3 |
| 5 | 常顶压力MPa≯ | 0.10 |
| 6 | 过热蒸汽压力MPa | 0.34 |
| 7 | 蒸-1压力MPa≯ | 0.50 |
| 8 | 蒸-2压力MPa≯ | 0.50 |
| 9 | 常顶温度℃ | 128+2 | 126+2 |
| 10 | 常一线抽出温度℃ | 177+5 | 170+5 |
| 11 | 常二线抽出温度℃ | 265+5 | 270+5 |
| 12 | 常三线抽出温度℃ | 355+5 |
| 13 | 塔-1进料温度℃ | 195+5 |
| 14 | 塔-2进料温度℃ | 365+2 |
| 15 | 塔-1顶温℃ | 190+5 |
| 16 | 塔-1顶压MPa≯ | 0.10 |
| 17 | 塔-2底吹汽温度℃ | 380~420 |
| 18 | 常顶循环抽出温度℃ | 155+5 | 150+5 |
| 19 | 常一中抽出温度℃ | 195+5 | 190+5 |
| 20 | 常二中抽出温度℃ | 305+5 | 340+5 |
| 21 | 常顶回流返塔温度℃ | 35+5 |
| 22 | 常顶循环返塔温度℃ | 120+5 |
| 23 | 常一中返塔温度℃ | 135+5 | 130+5 |
| 24 | 常二中返塔温度℃ | 260+5 | 270+5 |
| 25 | 蒸-1蒸汽温度℃ | 160+5 |
| 26 | 蒸-2蒸汽温度℃ | 160+5 |
| 27 | 常顶出装置温度℃ | 40 |
| 28 | 常一线出装置温度℃ | 50 |
| 29 | 常二线出装置温度℃ | 60 |
| 30 | 常三线出装置温度℃ | 70 |
| 31 | 催化掺渣量t/h | 40~60 |
| 32 | 常底吹汽量% | 1~2 |
| 33 | 塔-3上段吹汽量% | 5% |
| 34 | 塔-3中段吹汽量% | 2% |
| 35 | 塔-3下段吹汽量% | 2% |
| 36 | 塔-2底温度℃ | 355+5 |
(续)
| 序号 | 指标名称 | 参考指标 | 序号 | 指标名称 | 参考指标 |
| 37 | 塔-1液面% | 50+10 | 79 | 炉-1,2炉膛负压Pa | 0~188 |
| 38 | 塔-2液面% | 50+10 | 80 | 燃料气压力MPa | 0.2~0.5 |
| 39 | 塔-3液面% | 50+10 | 81 | 燃料油压力MPa | 0.8~1.0 |
| 40 | 容-2界面% | 50+10 | 82 | 引风机入口负压Pa | 980 |
| 41 | 容-3界面% | 50+10 | 83 | 鼓风机出口压力Pa | 1500 |
| 42 | 容-3液面% | 50+10 | 84 | 烟气排放温度℃ | 180~200 |
| 43 | 蒸-1,2界面% | 50+10 | 85 | 常炉烟气温度℃ | 360~400 |
| 44 | 减顶收率% | 0.2 | 86 | 减炉烟气温度℃ | 400~450 |
| 45 | 减一线收率% | 2.0 | 87 | 原油注水量(一级)% | 3 |
| 46 | 减二线收率% | 3.0 | 88 | 原油注水量(二级)% | 3 |
| 47 | 减三线收率% | 16.0 | 89 | 注氨量 | PH8+1 |
| 48 | 渣油收率% | 8.0 | 90 | 注缓蚀剂ppm | 20~40 |
| 49 | 减顶真空度Kpa | ≮99.99 | 91 | 注破乳剂ppm | 20~40 |
| 50 | 塔-201顶压MPa | ≯0.4 | 92 | 缓蚀剂浓度% | 1.0 |
| 51 | 容-201瓦斯压力MPa | ≯0.4 | 93 | 破乳剂浓度% | 3~4 |
| 52 | 减顶温度℃ | <70 | 94 | 氨液浓度% | 2.0 |
| 53 | 减一线抽出温度℃ | 120+5 | 95 | 缓蚀剂温度℃ | 30~40 |
| 54 | 减二线抽出温度℃ | 165+5 | 96 | 破乳剂温度℃ | 40~60 |
| 55 | 减三线抽出温度℃ | 255+5 | 97 | 氨液温度℃ | 常温 |
| 56 | 减压进料温度℃ | 380+5 | 98 | 容1-1界面% | 50+10 |
| 57 | 塔-4底温℃ | 370+5 | 99 | 容1-2界面% | 50+10 |
| 58 | 塔-203出料温度℃ | 335+5 | 100 | 容2~4PH值 | 8+1 |
| 59 | 减顶回流返塔温度℃ | 40+5 | 101 | 容1-2压力MPa | 0.9~1.2 |
| 60 | 减一中返塔温度℃ | 145+5 | 102 | 原油注水压力MPa | 1.5 |
| 61 | 减二中返塔温度℃ | 200+5 | 103 | 原油进装置含水% | <2.0 |
| 62 | 减顶出装置温度℃ | ≯40 | 104 | 原油进装置温度 | 38~45 |
| 63 | 减一线出装置温度℃ | ≯90 | 105 | 原油脱后含盐 | <5.0 |
| 64 | 减二线出装置温度℃ | ≯92 | 106 | 新鲜水压力MPa | ≮0.4 |
| 65 | 减三线出装置温度℃ | ≯112 | 107 | 循环水压力MPa | ≮0.35 |
| 66 | 沥青送料温度℃ | 260~300 | 108 | 循环水上水温度℃ | ≯30 |
| 67 | 渣油出装置温度℃ | 100~120 | 109 | 主蒸汽压力MPa | 1.1+0.1 |
| 68 | 容-4界面% | 50+10 | 110 | 主蒸汽温度℃ | ≮180 |
| 69 | 容-4液面% | 50+10 | 111 | 软化水温度℃ | 常温 |
| 70 | 减一线液面% | 50+10 | 112 | 除氧水温度℃ | 103~105 |
| 71 | 减二线液面% | 50+10 | 113 | 除氧水压力MPa | ≮2.0 |
| 72 | 减三线液面% | 50+10 | 114 | 催化瓦斯压力Mpa | ≮0.5 |
| 73 | 塔-4液面% | 50+10 | 115 | 净化风压力MPa | ≮0.5 |
| 74 | 炉-1出口温度℃ | 370+1 | 116 | 非净化风压力MPa | 0.5~0.6 |
| 75 | 炉-2出口温度℃ | 380+5 | | | |
| 76 | 炉-1,2分支温差℃ | ≯5 | | | |
| 77 | 炉-1,2炉膛温度℃ | ≯800 | | | |
| 78 | 炉-1,2炉膛温差℃ | ≯30 | | | |
产品质量控制指标
| 控制指标 | 汽油 | 200#溶剂油 | 煤油 | 柴油 | 软麻油 | 软化重油 | 沥青原料 |
| HK℃ | | ≮142 | | | | | |
| 50%℃ | | | | ≯298 | | | |
| 98%℃ | | ≯198 | | ≯355 | | | |
| KK℃ | ≯204 | | ≯230 | ≯365 | | | |
| 闪点(闭口) ℃ | | ≮35 | ≮42 | ≮66 | ≮152 | | |
| 凝点℃ | | | | 0~3,-8~-10 | | | |
| 粘度E100厘斯 | 0.02mm2/s | | | | 8~10.4 | 6~8 | |
| 闪点(开口) ℃ | | | | | | ≮200 | ≮290 |
| 密度kg/m3 | | ≯790 | | | | | |
| 软化点℃ | | | | | | | >45 |
| 针入度1/10mm | | | | | | | <160 |
高温高压减温减压装置产品质量控制指标
| 控制指标 | 汽油 | 200#溶剂油 | 煤油 | 柴油 | 软麻油 | 软化重油 | 沥青原料 |
| HK℃ | | ≮142 | | | | | |
| 50%℃ | | | | ≯298 | | | |
| 98%℃ | | ≯198 | | ≯355 | | | |
| KK℃ | ≯204 | | ≯230 | ≯365 | | | |
| 闪点(闭口) ℃ | | ≮35 | ≮42 | ≮66 | ≮152 | | |
| 凝点℃ | | | | 0~3,-8~-10 | | | |
| 粘度E100厘斯 | 0.02mm2/s | | | | 8~10.4 | 6~8 | |
| 闪点(开口) ℃ | | | | | | ≮200 | ≮290 |
| 密度kg/m3 | | ≯790 | | | | | |
| 软化点℃ | | | | | | | >45 |
| 针入度1/10mm | | | | | | | <160 |
订货须知:
一、①高温高压减温减压装置产品名称与型号②口径③是否带附件以便我们的为您正确选型④使用压力⑤使用介质的温度。
二、若已经由设计单位选定公司的高温高压减温减压装置型号,请高温高压减温减压装置型号直接向我司销售部订购。
三、当使用的场合非常重要或环境比较复杂时,请您尽量提供设计图纸和详细参数,由我们的阀门公司专家为您审核把关。如有疑问:请:,,,:,. www.shshvalve.com, www.shenhongfm.com
我们一定会尽心尽力为您提供优质的服务。返回申弘阀门
返回主页⇑

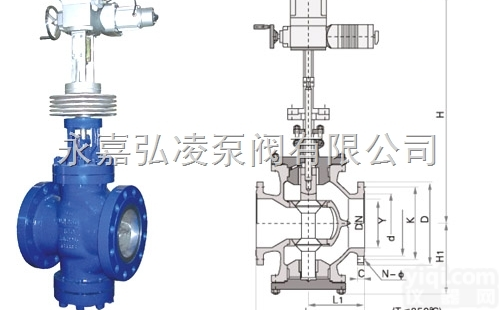
 高温高压WY减温减压装置
高温高压WY减温减压装置
 供应高温高压减温减压装置 高温高压减温减压装置厂家报价
供应高温高压减温减压装置 高温高压减温减压装置厂家报价
 WY190-9.8540-3.82450-14.7 高温高压减温减压装置
WY190-9.8540-3.82450-14.7 高温高压减温减压装置
 高温高压气体吸附测试装置 高温高压气体吸附测试装置
高温高压气体吸附测试装置 高温高压气体吸附测试装置
 QuickPress活塞圆筒高温高压合成装置 活塞-圆筒高温高压装置
QuickPress活塞圆筒高温高压合成装置 活塞-圆筒高温高压装置
 高温高压驱替 多功能岩心驱替装置 气驱油核磁装置 油驱水核磁共振 MacroMR高温高压驱替评价核磁共振分析与成像系统
高温高压驱替 多功能岩心驱替装置 气驱油核磁装置 油驱水核磁共振 MacroMR高温高压驱替评价核磁共振分析与成像系统
 Z941H-40 DN200电动闸阀,防爆隔爆型电动闸阀装置,高温高压电动闸阀,Z941XZ941H-40 DN200电动闸阀,防爆隔爆型电动闸阀装置,高温高压电动闸阀,Z941X
Z941H-40 DN200电动闸阀,防爆隔爆型电动闸阀装置,高温高压电动闸阀,Z941XZ941H-40 DN200电动闸阀,防爆隔爆型电动闸阀装置,高温高压电动闸阀,Z941X
 YS945H/Y 电动高温蒸汽减压阀,高温高压蒸汽减压阀,电动减压阀
YS945H/Y 电动高温蒸汽减压阀,高温高压蒸汽减压阀,电动减压阀
 Y63H 广州Y63H高温高压蒸汽减压阀,高温高压蒸汽流量减压阀厂家
Y63H 广州Y63H高温高压蒸汽减压阀,高温高压蒸汽流量减压阀厂家
 Y63H 株洲Y63H高温高压法兰蒸汽减压阀,蒸汽管道高温高压减压阀厂家
Y63H 株洲Y63H高温高压法兰蒸汽减压阀,蒸汽管道高温高压减压阀厂家
 供应高温高压反应仪,高温高压反应装置
供应高温高压反应仪,高温高压反应装置








