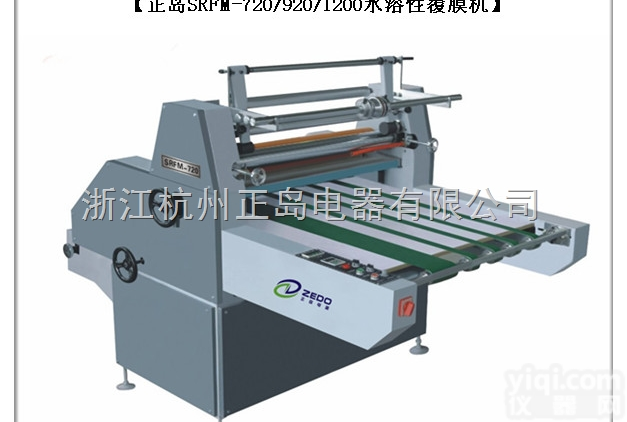
正岛SRFM-720/920/1200水溶性覆膜机的详细介绍:覆膜包装现状成为了包装行业的后期之秀。覆膜后,图片与外界空气隔绝,故它具有防潮,防辐射防腐蚀的功能,能是图片的画面色彩保持长时间亮丽,延长了图片保存时间,而且还耐磨损,因此很受客户的欢迎,特别适应于礼盒高端的外包装,得到市场的认可。它是印刷包装企业的必备生产机器,能帮你扩大市场。

正岛SRFM-720/920/1200适用纸张及塑料表面装璜(如:产品说明书、教科书、出版新科技书及年画、挂历、各种包装盒等),对使用的是水溶性环保胶水,以BOPP薄膜为主要材料。经覆膜压合后产品具有透明度高,立体感强,无毒,无气 味,无污染,粘合性能好,不出现雪花,不起泡等优点;而且操作简便,自动化程度高,确是纸制品表面装璜的先进设备。
:0571-8673 1596 139 5811 5553 : www.fmjdw.com/
正岛SRFM-720/920/1200技术参数:
型号 | SRFM-720 | SRFM-920 | SRFM-1200 |
Z大复膜宽度 | 700mm | 880mm | 1150mm |
速度 | 0-45m/min | 0-45m/min | 0-45m/min |
电源 | 220V 50HZ | 220V 50HZ | 220V50HZ |
复膜速度 | 0-38m/min | 0-38m/min | 0-38m/min |
总功率 | 3kw | 3kw | 4KW |
整机重量 | 500kg | 800kg | 1000kg |
外型尺寸 | 2100×1200×1500mm | 2100×1500×1500mm | 2100×1700×1500mm |
正岛SRFM-720/920/1200性能说明:
1、主机采用进口变频器,性能稳定。
2、设有缺纸自停、纸张计数,自动分切薄膜,
快速成品推出处理等系统。
3、结构紧凑合理,具有高速节能的特点。
4、采用浸入涂布方式,胶泵自动供泵。
5、电源为220V,50HZ。
6、采用四辊双重压合,产品质量稳定可靠。
您可能还对以下内容感兴趣...
■正岛SRFM-720/920/1200使用注意事项:
1、开机前要先把送纸靠山校好,以免产生纸与膜歪斜而影响产品质量。
2、在生产过程中,纸与纸两端需搭牢(搭牢多少根据纸张上的切线而定)否则胶水能粘到橡胶辊上(后产生粘纸)浪费纸张及影响产品质量,如有粘胶情况即停机清洗胶辊,方可开机生产。
3、下班时定要将涂胶机构的二辊筒松开并清洗干净,否则二辊筒由于胶水的作用粘合在一起,下次不能开车,并要影响辊筒的光洁度和使用寿命,清洗后要切断电源。

正岛SRFM系列,使用水性环保胶水,高速节能,适用于包装装璜工业中纸盒、挂历、书刊封皮等的覆膜加工,且对覆膜纸的质量没有太高的要求,是包装行业理想的技术设备。欢迎您对正岛SRFM-720/920/1200提出宝贵的意见和建议,您提交的任何信息,都将由我们专人负责处理。如果不能解决您的疑问,请您。
以下是的维修以及使用注意要点:
覆膜是印刷品印后整饰的一种方法。用粘合剂将薄膜贴合于印刷品表面,使之形成纸塑合一的加工技术。加工后印刷品的原有色彩不改变,却大大提高了其表面的光泽度,美感和强度,使之耐水,耐腐,是提高印刷品档位和商品价值的有效手段。
我国广泛采用覆膜技术始于上世纪六十年代。从那时起,此项技术被广泛地应用于高级包装盒,纸袋,书刊封面等印刷品的印后加工。1995年之前,国内覆膜机只有油性覆膜机,它使用的溶剂内含有甲苯、天拿水等易挥发有机物,对人体有很大的伤害并污染环境。覆膜时还需烘干及高压,所以功耗大,效率低,危险系数高。1995年之后,国内印刷行业人士开始意识到油性覆膜机的弊端,由此,水性覆膜技术开始露头。
由于使用不含有机溶剂的水性覆膜胶,所以这种工艺在无毒、无味、环保等方面有着良好的口碑。但是在使用这种工艺时也有一些需要注意的问题。这些问题处理不好,就可能导致质量问题的发生。
一. 产品有雪花点,出现这样的问题,主要有以下几个方面的原因:1.印刷品喷粉太大,如果印刷品喷粉过大,不能被胶水完全溶解,不会出现大面积雪花。遇到这种情况应该适当增大胶量或在覆膜前清扫印刷品喷粉;2.胶量太小,胶量太小时,印刷品整个表面都会出现雪花,解决方法是适当增大涂胶量;3. 施压辊压力不合适,施压辊压力太大会把印刷品边缘处的胶水挤出,导致印刷品边缘出现雪花;反之压力实也会出现雪花。解决方法是调整施压辊压力。4. 涂胶辊上有干燥胶皮,涂胶辊有干燥胶皮处胶量较小,会使覆膜产品在此处出现雪花。解决方法是将涂胶辊擦拭干净。5. 施压辊上有胶圈,印刷品边缘挤出的胶水或从薄膜针孔处挤出的胶水粘在施压辊上,时间久了会形成干燥胶圈,后面的印刷品覆膜时就会在此处出现微小雪花。解决方法是及时擦拭施压辊。6. 胶水中有杂质,如果周围环境中灰尘太多或胶水中有干胶皮及切下的薄膜碎片等,覆膜产品就会有雪花,所以应当注意环境卫生,胶水用不完,应倒回胶桶密封好,或采取上胶前过滤的方法。
二. 产品有气泡的原因有以下几种:1. 施压辊压力太小,整个印刷品表面均有气泡是因为压力太小,可适当加大施压辊压力。2. 顶纸,两张纸的搭接处有气泡是因为覆膜时前后纸顶在了一起,这主要表现在厚纸。如果印刷品咬口大,可逆时针调节无级变速器手轮,使两张纸有一定的搭接量;咬口小时则可使两张纸适当拉开些距离,但分切后会出现尾膜。所以拉开的距离不宜太大。3. 印刷品荷叶边,印刷品的存放一般都是成千上万张叠放在一起的。这就造成纸张的吸湿不会在整个面积上均衡进行,边缘区域要快些,这就是荷叶边产生的原因。有荷叶边的印刷品在复合压力下会变平,而出施压辊后又会恢复原状。这样就产生了气泡。解决办法是给荷叶边的印刷品加湿或散开晾干。
三. 覆膜产品折皱,搭边处粘接不实。造成覆膜产品打皱的原因主要是施压辊压力太大,解决方法是减小压力。搭边处粘接不实这主要表现在厚纸。收卷时纸张会产生一定的卷曲变形,且收卷直径越小越明显。刚出施压辊还未干燥的覆膜品往往就会在搭边处被卷曲的纸张顶开,造成此处粘接不实。为提高成品率,此时应尽量减小搭边宽度,以保证粘接不实的宽度在模切咬口范围内。
四. 分切后产品卷曲的原因主要有以下几个方面:1. 薄膜拉力过大将使它产生伸长变形,产品分切后外力撤除,薄膜将恢复原状,致使产品向薄膜一侧卷曲。解决方法是调节给膜涨紧螺钉旋入深度,减小制动力。2. 收卷拉力太大将使薄膜和印刷品同时产生变形,但变形量不一样。外力撤除后,产品将向纸张一侧卷曲,薄纸尤其明显。解决方法是减小收卷动力轮(磨擦链轮)的磨擦力。3. 环境湿度大,覆膜产品充分干燥后,纸张会产生脱湿变形,成品将向纸张一侧卷曲。解决办法是控制车间湿度。
四. 产品粘接不牢的主要原因是与胶水有关:1、是胶量太少固含量也少,缺乏粘接力,解决办法是增大胶量。2、就是印刷品油墨面积大因油墨表面光滑,胶水难以润湿、扩散、渗透,因而粘接不牢。解决办法是加大胶水的固含量和胶层厚度,提高覆膜机的外界温度。3、可能采用了过期或者变质的胶水,这个就需要检查胶水的出厂日期及保质期,还有就是,也要注意薄膜是否超过了保质期限。
五. 产品变成黑色,这主要表现在大面积印金及烫金产品。这是由于胶水中化学性质活跃的元素和金粉发生了化学反应。解决办法是印金产品采用特种金墨或特种胶水,或烫金产品先覆膜后烫金。
本产品信息由(浙江杭州正岛电器有限公司)为您提供,内容包括(水溶性覆膜机)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(水溶性覆膜机)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。