铝电解用预焙阳极炭素焙烧炉,是采用环式焙烧技术,由若干个结构相同的炉室呈双排布置,按移动的火焰系统运转,对压型的炭素生制品进行焙烧的大型热加工设备。我国的炭素焙烧起步于50~70年代的苏联技术,在80~90年代贵州铝厂先后引进日本和法国的技术后获得了迅猛发展。我国的电解铝产量已从2001年的337万吨猛增到2011年的1806万吨(约占总产量的40%),预焙阳极出口量2012年已超过130万。我国已成为世界铝用炭素制品和电解铝的生产强国。
炭素焙烧是铝电解工业的重要工序,炭素阳极的质量好坏将直接影响到铝电解生产的效率和能耗。三十多年来,我国的炭素焙烧企业不断改进生产设备和生产控制系统,不断优化炭素焙烧工艺和加强焙烧过程控制,促进了产品质量和生产效率的不断提高。一般情况下,一个焙烧周期为240~280h,炭素阳极的终焙烧温度为1050~1200℃。炭素焙烧过程的温度安排见下表:
典型的炭素焙烧过程温度控制情况表
阶段 |
温度范围(℃) |
升温或保温时间(h) |
升降温速度(℃/h) |
预热软化 |
150~350 |
20 |
10.0 |
挥发分逸出焦化 |
350~850 |
70 |
7.17 |
高温烧结升温 |
850~1180 |
40 |
8.25 |
高温烧结保温 |
1180 |
50 |
0 |
冷却降温阶段 |
1180~250 |
~100 | |
温度的测量和控制是炭素焙烧过程中重要的技术内容,测量温度的准确性、控制温度的稳定性、炭素阳极温度的均匀性、升温速率、温度梯度以及焙烧Z高温度等因素对炭素阳极质量都有很大影响。所以,采用优质的具有良好性价比的热电偶测量温度,对炭素焙烧企业非常重要。
一、 炭素焙烧对热电偶的基本要求
1、 使用温度高:要求热电偶能长期适应1200℃的高温环境,Z高可能超过1300℃(因为测量端不一定处于料箱内Z高温度点)。这已是廉金属热电偶以及高温合金保护管、常用高温绝缘材料的极限工作温度。
2、 强腐蚀环境:炭素焙烧过程使用重油、水煤气、天然气等作加热燃料,在焙烧的炭素阳极中还有大量的挥发分(石油沥青、焦炭杂质等)逸出助燃,碳、硫气氛高温腐蚀非常严重,并伴有高温烟气冲刷。这已超出了一般高温合金套管的承受能力。
3、 频繁升降温:由于环式焙烧炉的工作特点,热电偶在使用过程中需要反复取出和插入,频繁升降温,有时还有碰撞,热电偶及套管表面的氧化物保护层易脱落,加速了热电偶的损坏。
4、 使用寿命长:由于恶劣的使用环境,导致热电偶的使用寿命普遍较短,一般只有1~6个月。但是,由于热电偶的使用量较大,价格较高,所以延长热电偶的使用寿命,提高热电偶的性价比对炭素焙烧企业具有非常重要的意义。
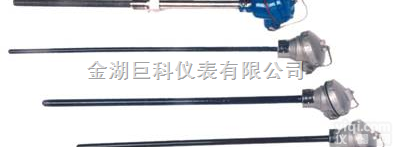
二、 炭素焙烧炉用热电偶
我公司积20年的热电偶专业设计和生产经验,在复合铠装热电偶和复合金属套管两项产品的基础上,对炭素焙烧炉用热电偶的实效过程和使用性价比进行了系统的研究,开发出适用于各种加热燃料、各种管理要求和价值要求的炭素焙烧炉用系列热电偶,质量稳定、性价比高。我公司炭素焙烧炉用热电偶从1997年进入贵州铝厂、云南铝厂使用,完全可代替进口热电偶,现已有近40家炭素焙烧企业和工程设计单位采用我公司产品,得到了市场的普遍赞誉。
大正公司炭素焙烧炉用热电偶具有一下特点:
1、 热电偶保护套管采用特种高温合金整体钻孔而成,是目前耐高温碳硫腐蚀性能的金属材料,密封性好,高温强度好。
2、 热电偶采用复合铠装结构,这是目前廉金属热电偶高温使用性能的结构类型,能够充分发挥出热电偶芯与保护套管的综合使用性能。
3、 热电偶使用性价比为行业Z高水平,火道热电偶使用寿命为3~9个月,料箱阳极热电偶使用寿命为6~12个月。
三、 关于承包使用计价
由于炭素焙烧过程对热电偶的需求量较大,而热电偶的价格较高,为了不断降低热电偶的使用成本,炭素焙烧企业和热电偶制造企业经过长期摸索,将热电偶的价格、使用寿命、使用管理方法等因素进行综合考虑,总结出一套对双方都能接受的能Z大限度降低热电偶使用成本的方法——承包使用计价法。
它是根据炭素焙烧炉的炉室数量(一般含2~8套燃烧系统)、燃料种类、自动控制方法、焙烧周期及产量,综合确定每年消耗热电偶的总价,或确定每个炉室每年消耗热电偶的价格,对热电偶承包使用。供方保证供应,满足用户正常使用,每年不管使用多少支热电偶,用户都只支付承包总价。该方法对炭素焙烧企业非常有利,对热电偶制造企业也有提质增效的空间,是一种双赢的管理办法,已在炭素焙烧企业中逐步推广。

 WRKO1-003 炭素焙烧炉用热电偶
WRKO1-003 炭素焙烧炉用热电偶
 阳极焙烧炉专用火道热电偶SKN-1150
阳极焙烧炉专用火道热电偶SKN-1150
 双华氧化铝闪烁焙烧炉专用防腐热电偶
双华氧化铝闪烁焙烧炉专用防腐热电偶
 碳素厂阳极焙烧炉火道专用热电偶WRTSN-LC
碳素厂阳极焙烧炉火道专用热电偶WRTSN-LC
 ENABT-131-N 上海毅碧ENABT-131-N炭素焙烧炉专用热电偶热电偶
ENABT-131-N 上海毅碧ENABT-131-N炭素焙烧炉专用热电偶热电偶
 WRKO1-003 厂家供应 阳极炭素焙烧炉用热电偶 铝电解热电偶
WRKO1-003 厂家供应 阳极炭素焙烧炉用热电偶 铝电解热电偶
 焙烧炉用火道热电偶 焙烧炉用火道热电偶
焙烧炉用火道热电偶 焙烧炉用火道热电偶
 焙烧炉专用热电偶 焙烧炉专用热电偶
焙烧炉专用热电偶 焙烧炉专用热电偶
 ENABT-131-N 上海毅碧炭素焙烧炉专用热电偶
ENABT-131-N 上海毅碧炭素焙烧炉专用热电偶








