在进行压延前,需要对胶料和纺织物进行预加工,胶料进入压延机之前,需要先将其在热炼机上翻炼,这一工艺为热炼或称预热,其目的是提高胶料的混炼均匀性,进一步增加可塑性,提高温度,增大可塑性。为了提高胶料和纺织物的粘合性能,保证压延质量,需要对织物进行烘干,含水率控制在1-2%,含水量低,织物变硬,压延中易损坏,含水量高,粘附力差。
几种常见的橡胶的压延性能 天然橡胶热塑形大,收缩率小,压延容易,易粘附热辊,应控制各辊温差,以便胶片顺利转移;丁苯橡胶热塑性小,收缩率大,因此用于压延的胶料要充分塑炼。由于丁苯橡胶对压延的热敏性很显著,压延温度应低于天然橡胶,各辊温差有高到低;氯丁橡胶在75-95℃易粘辊,难于压延,应使用低温法或高温法,压延要迅速冷却,掺有石蜡、硬酯酸可以减少粘辊现象;乙丙橡胶压延性能良好,可以在广泛的温度范围内连续操作,温度过低时胶料收缩性大,易产生气泡;丁橡胶热塑性小,收缩性大,在胶料种加入填充剂或软化剂可减少收缩率,当填充剂重量占生胶重量的50%以上时,才能得到表面光滑的胶片,丁橡胶粘性小易粘冷辊。
2.4压出工艺
压出工艺是通过压出机机筒筒壁和螺杆件的作用,使胶料达到挤压和初步造型的目的,压出工艺也成为挤出工艺。
硅橡胶电缆ZA-DJFPGP交联护套1.4mm绝缘
AGR、KGG、YGC、YGG、JGG、KFG、JFG、YFG、FGR、GGR、GGRP、GGPR、FGPR、AGGPR、KGGPR、YGCPR、YGGPR、JGGPR、KFGPR、JFGPR..、YFGPR、AGGRP、KGGRP、YGCRP、YGGRP、JGGRP、KFGRP、JFGRP、YFGRP、ZR-KGGRP、ZR-YGCRP、ZR-YGGRP、ZR-JGGRP、ZR-KFGRP、ZR-JFGRP、ZR-YFGRP、YGC-HF、YGCR-HF、YGCP-HF、YGCRP-HF、ZR-AGGR、ZR-KGGR、ZR-YGCR、ZR-YGGR、ZR-JGGR、ZR-KFGR、ZR-JFGR、ZR-YFGR、ZR-AGGPR、ZR-KGGPR、ZR-YGCPR、ZR-YGGPR、ZR-JGGPR、ZR-KFGPR、ZR-JFGPR、ZR-YFGPR、..YFG22、KGG22、YGC22、YGG22、KGG23、KGGP32、YGG23、YGC23、KGG32、YGC32、YGG32、ZR-AGR、ZR-YGC、ZR-YGG、ZR-KGG、ZR-HGG、ZR-KFG、ZR-YGC32、ZR-YGG32、YGC132、..YGG132、ZR-KVG、KGGR、YGGR

8.3填充物和隔离层绝缘线芯间的间隙允许采用非吸湿性材料填充,填充物应不粘连绝缘线芯.成缆线芯和填充物可以用非吸湿性材料薄膜带绕包隔离层.填充物和隔离层在电缆额定工作温度下应不会熔融.金属屏蔽屏蔽型电缆在缆芯外应由一根或多根金属带绕包或金属丝编织结构组成金属屏蔽.屏蔽和缆芯之间应重叠绕包二层在电缆额定工作温度下不会熔融的非吸湿性带子.屏蔽后,允许绕包一层在电缆额定工作温度下不会熔融的非吸湿性带子.铜带绕包采用0.05~0.10mm的软铜带重迭绕包,铜带绕包搭盖率应不小于15%.铝塑带绕包采用0.05~0.10mm的铝塑带重迭绕包,铝塑带绕包搭盖率应不小于绕包时允许在铝塑带下纵向放置一根标称截面不小于0.20mm2的圆铜线或镀锡圆铜线构成的引流线,移动敷设软电缆的引流线应为多根结构的绞合软线.圆铜线编织编织屏蔽由软圆铜线或镀锡圆铜线构成,其编织密度应不小于80%.随着城市人口的急剧增长,高层建筑、宾馆酒店、大型超市、医院、车站、机场不断的增加,地铁、隧道交通的建设,以及大型公共体育、娱乐场所、公共交通设施的增加,消防、防火安全的重要性凸现出来。如何在火灾的情况下,在一定时间内保障电力和通讯的畅通,大限度地赢得宝贵的抢救时间,减少人员的生命财产的损失,这是人们一直在不断探索的课题。
硅橡胶电缆ZA-DJFPGP交联护套1.4mm绝缘
 硅橡胶电缆ZA-DJFPGP交联护套1.4mm绝缘
硅橡胶电缆ZA-DJFPGP交联护套1.4mm绝缘
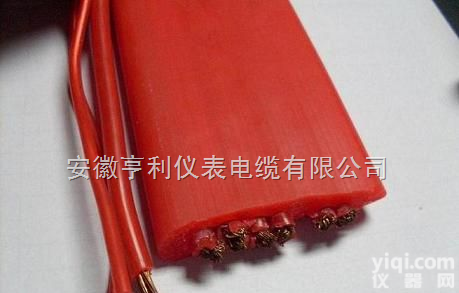
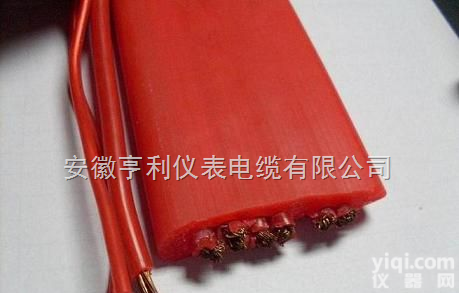
 硅橡胶护套扁电缆 硅橡胶护套扁电缆厂家 硅橡胶护套扁电缆 硅橡胶护套扁电缆厂家
硅橡胶护套扁电缆 硅橡胶护套扁电缆厂家 硅橡胶护套扁电缆 硅橡胶护套扁电缆厂家
 硅橡胶护套扁电缆 硅橡胶护套扁电缆厂家直销 硅橡胶护套扁电缆 硅橡胶护套扁电缆厂家直销
硅橡胶护套扁电缆 硅橡胶护套扁电缆厂家直销 硅橡胶护套扁电缆 硅橡胶护套扁电缆厂家直销
 硅橡胶护套扁电缆|硅橡胶护套扁电缆|硅橡胶护套扁电缆
硅橡胶护套扁电缆|硅橡胶护套扁电缆|硅橡胶护套扁电缆
 YBF# 硅橡胶护套扁电缆|硅橡胶护套扁电缆|硅橡胶护套扁电缆
YBF# 硅橡胶护套扁电缆|硅橡胶护套扁电缆|硅橡胶护套扁电缆
 YBF 硅橡胶护套扁电缆, 硅橡胶护套扁电缆, 硅橡胶护套扁电缆
YBF 硅橡胶护套扁电缆, 硅橡胶护套扁电缆, 硅橡胶护套扁电缆
 硅橡胶护套扁电缆 硅橡胶护套扁电缆
硅橡胶护套扁电缆 硅橡胶护套扁电缆
 YBF 硅橡胶护套扁电缆 硅橡胶护套扁 电缆
YBF 硅橡胶护套扁电缆 硅橡胶护套扁 电缆
 YBF 硅橡胶护套扁电缆 硅橡胶护套扁电缆
YBF 硅橡胶护套扁电缆 硅橡胶护套扁电缆
 YBF 硅橡胶护套扁电缆 硅橡胶护套扁电缆型号
YBF 硅橡胶护套扁电缆 硅橡胶护套扁电缆型号
 YBF 硅橡胶护套扁电缆 硅橡胶护套扁电缆厂家
YBF 硅橡胶护套扁电缆 硅橡胶护套扁电缆厂家
 YBF 硅橡胶护套扁电缆 硅橡胶护套扁电缆厂商批发
YBF 硅橡胶护套扁电缆 硅橡胶护套扁电缆厂商批发
本产品信息由(安徽亨利仪表电缆有限公司)为您提供,内容包括(硅橡胶电缆ZA-DJFPGP交联护套1.4mm绝缘)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(硅橡胶电缆ZA-DJFPGP交联护套1.4mm绝缘)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。