炼铁厂车间氯化氢气体报警器,远程监控
可燃气体报警器常见故障 1、报警器无显示。 原因分析:供电电压不正常;表头进水;电路板故障。解决处理:检查保险、线路;清洁电路板并凉干,必要时更换电路板;更换新电路板或新表。 2、报警器误报警。 原因分析:探头或报警器老化。解决处理:重新标定、更换探头或更换报警器。 3、浓度指示不回零。 原因分析:零点漂移;探头护罩残留有可燃气体;探头老化。解决处理:在洁净空气下标定零点;拆卸探头护罩,清理探头积灰;更换探头或仪表。 4、浓度显示值偏差大。 原因分析:标定时样气浓度不符合要求;探头老化。解决处理:使用合格样气重新标定;更换新的探头; 5、标定时示值不在标准值±5%LEL范围内。 原因分析:标定时流量太大或太小;样气已经过期;探头老化;解决处理:重新调整流量在0.2~0.4L/min;使用合格的样气;更换新的探头;可燃气体报警器在使用过程中使用的各种问题都不容忽视,因为任何一个我们眼中的小问题都可能引发致命的悲剧。
炼铁厂车间氯化氢气体报警器,远程监控

济南德耐电子有限公司生产的可燃有毒性气体报警器,可燃有害气体报警器,气体泄漏浓度报警器,气体报警装置。可燃有毒性气体报警器已获得国家消防电子产品检测ZX颁发的消防产品型式认可证书,具有国家质量技术监督部门颁发的计量器具生产许可证。
产品的设计、制造及检验均遵循以下国家标准:
GB16808-2008《可燃气体报警控制器》
GB12358-2006《作业场所环境气体检测报警仪通用技术要求》
GB15322.1-2003《测量范围为0~100%LEL的点型可燃气体探测器》


什么是可燃气体报警器?有什么作用?
物联网智能无线远程监控型可燃气体报警器功能介绍
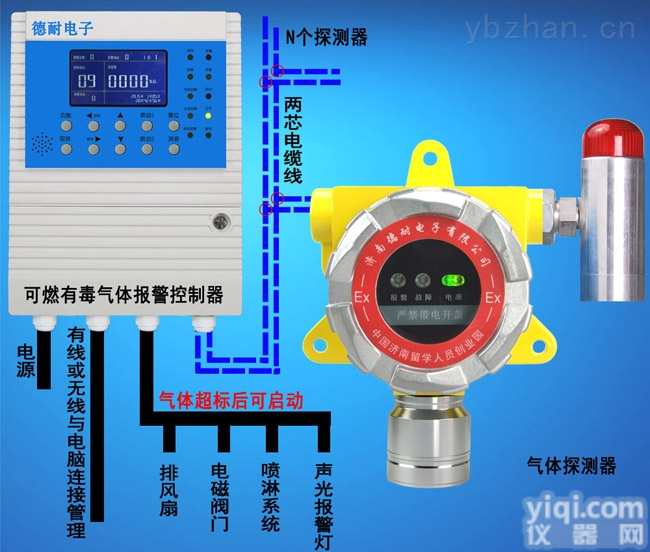
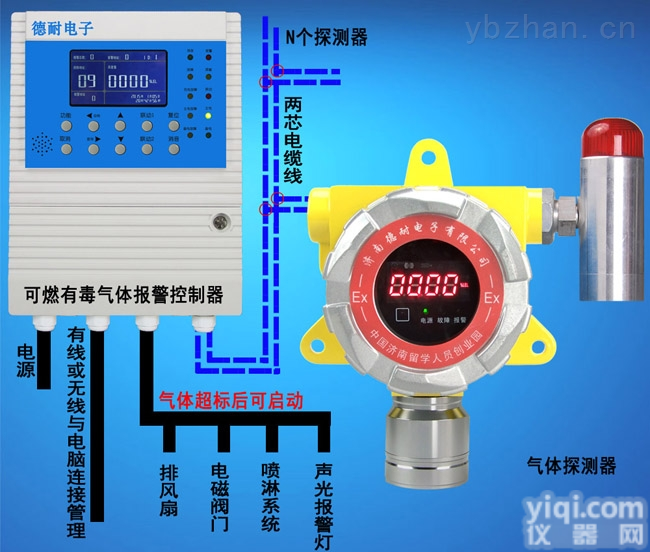
可燃气体报警器怎么安装和布线呢?
可燃气体报警器相关消防认证和生产流程介绍

壁挂式可燃有毒性气体报警器=(气体报警控制器)+(多种气体探测器)构成报警系统,气体报警控制器对气体探测器产生的数字信号进行采样,经内部单片机的数据处理后,能实时显示探测器的浓度、状态(声光报警)、物理地址等信息,并输出控制信号。具备完善的故障自检测功能,可实时显示系统和子地址的故障部位和类型(声光报警)

炼铁厂车间氯化氢气体报警器,远程监控可燃气体检测报警器(以下简称仪器)由检测器探头和报警器(主机)构成,广泛应用于存在可燃气体的石油、燃气、化工等行业,以检测其危险场所的泄漏情况,确保人身和财产安全。但作为防灾的重要设备,在我们日常管理中并未得到足够的重视,管理方法不当,管理不到位的现象时有发生。因此,笔者就此情况谈一谈自己的观点和看法,供大家探讨。
本产品信息由(济南德耐电子有限公司)为您提供,内容包括(炼铁厂车间氯化氢气体报警器,远程监控)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(炼铁厂车间氯化氢气体报警器,远程监控)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。

沪公网安备 31011502008050号