
 RBT-6000-ZLGX 机械工业用检测一氧化碳浓度报警器
RBT-6000-ZLGX 机械工业用检测一氧化碳浓度报警器
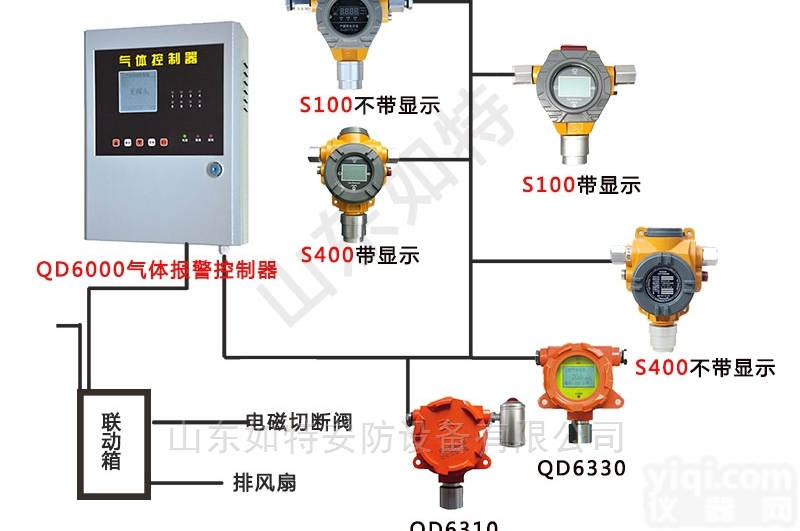
 S400 工业用室内一氧化碳报警器 有毒有害探测器
S400 工业用室内一氧化碳报警器 有毒有害探测器
 I56657I3587 工业用室内一氧化碳报警器 有毒有害探测器
I56657I3587 工业用室内一氧化碳报警器 有毒有害探测器
 S400 钢铁厂工业用室内一氧化碳报警器 测CO
RBT-6000-ZLGX 机械工业用检测一氧化碳报警器 CO浓度探头
S400 钢铁厂工业用室内一氧化碳报警器 测CO
RBT-6000-ZLGX 机械工业用检测一氧化碳报警器 CO浓度探头
 JS-GA700 工业用河北一氧化碳报警器
JS-GA700 工业用河北一氧化碳报警器
 厂价直销.一氧化碳检测仪、一氧化碳检测器.一氧化碳检气体报警器
厂价直销.一氧化碳检测仪、一氧化碳检测器.一氧化碳检气体报警器
 一氧化碳CO气体报警器 一氧化碳探测器 一氧化碳检测仪
RBT-6000-ZLG 远程测量一氧化碳CO浓度报警器 一氧化碳超标报警探测器
一氧化碳CO气体报警器 一氧化碳探测器 一氧化碳检测仪
RBT-6000-ZLG 远程测量一氧化碳CO浓度报警器 一氧化碳超标报警探测器
 【厂家直销】优质一氧化碳报警仪/报警器|一氧化碳监测仪 Z低价
【厂家直销】优质一氧化碳报警仪/报警器|一氧化碳监测仪 Z低价
 一氧化碳CO气体报警器价格_KQ500D-CO智能型一氧化碳探测器厂家...
一氧化碳CO气体报警器价格_KQ500D-CO智能型一氧化碳探测器厂家...
 JS-GA600 一氧化碳便携式报警器|报警器生产厂家|报警器价格
JS-GA600 一氧化碳便携式报警器|报警器生产厂家|报警器价格
本产品信息由(山东如特安防设备有限公司)为您提供,内容包括(RBT-6000-ZLGX 机械工业用检测一氧化碳浓度报警器)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(RBT-6000-ZLGX 机械工业用检测一氧化碳浓度报警器)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。

沪公网安备 31011502008050号



