1000kg标准铸铁砝码-1吨锁形磅秤校准砝码
上海众渊砝码厂——
标准铸铁砝码-砝码检定准备:
砝码检定前必须进行清洗处理,并待砝码温度与检定室室温平衡后方可进行检定。
检定室的环境条件
检定室门窗应密闭,无不均匀热源存在,不允许有容易察觉的振动、气流和磁干扰,不得有阳光直射。
【工厂实力】专业砝码生产商,先进加工设备,保质保量
【精工制造】选用优质钢材,精工制造
【环保产品】表面处理选用环保金属防锈漆,防锈,耐腐蚀,更环保!

1000kg标准铸铁砝码-1吨锁形磅秤校准砝码
铸铁砝码规格:1kg铸铁砝码、2kg铸铁砝码、5kg铸铁砝码、10kg铸铁砝码、20kg铸铁砝码、25kg铸铁砝码、50kg铸铁砝码、100kg铸铁砝码、200kg铸铁砝码、500kg铸铁砝码、1000kg铸铁砝码、2T铸铁砝码、2000kg铸铁砝码。
【铸铁砝码】:M1等级
【铸铁砝码】:铸铁
【铸铁砝码】:锁型/方形/圆滚型/増坨型
【铸铁砝码】:黑色
【铸铁砝码】:1kg/2kg/5kg/10kg/20kg/25kg/50kg/100kg/200kg/500kg/1T/2T/3T/4T/5T
【铸铁砝码】:砝码的外层镀了层黑色防护漆,减少外界对砝码的腐蚀, 防止砝码生锈
规格 | 材质 | 等级 | 形状 | 外表 | 适用方法 |
1 KG | 铸铁 | M1 | 锁形 | 黑色防锈漆 | 手提 |
2 KG | 铸铁 | M1 | 锁形 | 黑色防锈漆 | 手提 |
5 KG | 铸铁 | M1 | 锁形 | 黑色防锈漆 | 手提 |
10 KG | 铸铁 | M1 | 锁形 | 黑色防锈漆 | 手提 |
20 KG | 铸铁 | M1 | 锁形 | 黑色防锈漆 | 手提 |
25 KG | 铸铁 | M1 | 锁形 | 黑色防锈漆 | 手提 |
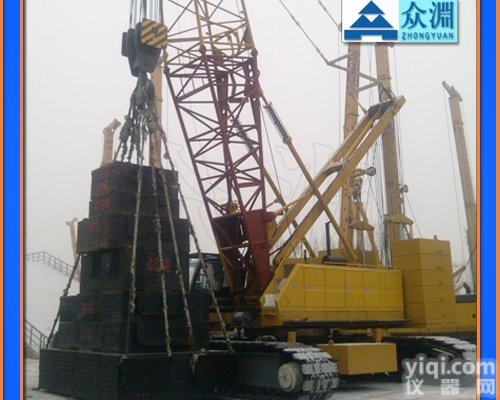
50 KG | 铸铁 | M1 | 锁形 | 黑色防锈漆 | 吊机 |
100 KG | 铸铁 | M1 | 锁形 | 黑色防锈漆 | 吊机 |
200 KG | 铸铁 | M1 | 锁形 | 黑色防锈漆 | 吊机 |
500 KG | 铸铁 | M1 | 锁形、平板 | 黑色防锈漆 | 吊机、叉车搬动 |
1000 KG | 铸铁 | M1 | 锁形、平板、圆滚等等 | 黑色防锈漆 | 吊机、叉车搬动
|

技术要求:
————1、生产方法、化学成分和热处理生产方法、化学成分和热处理工艺,可由供方自行决定,但必须保证本标准及相关文件规定的铸铁Pai号及相应的机械性能指标。
————2、如本组织或顾客对化学成分及热处理方法有特殊要求时,由双方在订货协议或相关文件中规定。
————3、本标准根据单铸试棒加工成试样进行测定灰铸铁的抗拉强度,球墨铸铁的机械性能以抗拉强度和延伸率两个指标作为验收依据。
————4、球墨配重铁单铸试块的冲击试验只适用于表2规定的Pai号,并且仅在本组织或顾客要求做冲击试验时,冲击值才作为验收依据。
————5、配重铁一般按造型方法来分类,习惯上分为普通砂型配重铁和特重铁。
————6、普通砂型配种配重铁包括湿砂型、干砂型、化学硬化砂型三类。
————7.铸铁砝码的生产流程:
————8.重工业配重砝码:造型、下芯合箱、浇注、开箱、喷丸、清理打磨、打腻子、喷漆
————9.轻工业配重砝码:开模、剪切,冲压、表面处理
关于铸铁材质介绍:
①灰口铸铁。含碳量较高(2.7%~4.0%),碳主要以片状石墨形态存在,断口呈灰色,简称灰铁。熔点(1145~1250℃),凝固时收缩量小,抗压强度和硬度接近碳素钢,减震性好。用于制造机床床身、汽缸、箱体等结构件。
②白口铸铁。碳、硅含量较低,碳主要以渗碳体形态存在,断口呈银白色。凝固时收缩大,易产生缩孔、裂纹。硬度高,脆性大,不能承受冲击载荷。多用作可锻铸铁的坯件和制作耐磨损的零部件。
③可锻铸铁。由白口铸铁退火处理后获得,石墨呈团絮状分布,简称韧铁。其组织性能均匀,耐磨损,有良好的塑性和韧性。用于制造形状复杂、能承受强动载荷的零件。
灰口铸铁砝码:这种铸铁中的碳大部分或全部以自由状态的片状石墨形式存在,其断口呈暗灰色,有一定的力学性能和良好的被切削性能,普遍应用于工业中。

我们的产品畅销全国近三十多个省.市.
===》1、华北地区:北京、天津、河北、山西、内蒙古(5个省、市、区)。
===》2、东北地区:辽宁、吉林、黑龙江、大连(4个省、市)。
===》3、华东地区:上海、江苏、浙江、安徽、福建、江西、山东、宁波、夏门、青岛(10个省、市)。
===》4、中南地区:河南、湖北、湖南、广东、广西、海南、深圳(7个省、市)。
===》5、西南地区:重庆、四川、贵州、云南、西藏(5个省、市)。
===》6、西北地区:陕西、甘肃、青海、宁夏、新疆(5个省、区)。
本产品信息由(上海众渊实业有限公司)为您提供,内容包括(1000kg标准铸铁砝码-1吨锁形磅秤校准砝码)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(1000kg标准铸铁砝码-1吨锁形磅秤校准砝码)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。