用于热电偶线焊接,操作简单,使用方便, 可以焊接0.1-1.0mm的热电偶线,焊接PTC,温控,把热电偶线焊接在钢板上等
关于款式的说明 :
新款0.1-1.0 可以焊接AWG 18号和更细的线,即直径1.0mm及以下的所有热电偶线,可以根据不同线径大小调节适合的能量,对于很细的线也可以焊接。但zui焊接范围zui大只能到1.0mm。焊接较粗的热电偶线时,请使用外配炭棒和小夹子,更好掌握焊接效果。
经过一年的前期开发和老化测试,上市二年来,我司热电偶线焊接机已销往各实验室,企业,学校等,并得到了客户的*认可。为了感谢客户的大力支持,同时也是对产品的质量认可,热电偶线焊接机在售后方面实行新的政策,保修时间免费增加一年并提供换新和延保服务。
关于保修(2016年9月1号之前):
1 :新款主机保修二年,以发货日期为准。
2 :老款整机保修一年。以发货日期为准。
3 :保修期内故障免费维修,过保修期只收取材料费。
4 :未经公司许可,自行拆机视为放弃保修。
5 :购机6个月内,维修运费我司支付,超过6个月,运费各付一半。
关于保修(2016年9月1号之后):
1 :新款主机保修三年,以发货日期为准。
2 :老款整机保修二年。以发货日期为准。
3 :保修期内故障免费维修,过保修期只收取材料费。
4 :未经公司许可,自行拆机视为放弃保修。
5 :购机6个月内,维修运费我司支付,超过6个月,运费各付一半。
6 :提供换新机服务,*年内若维修超过三次含三次,只换不修。
7 :可提供延长保修服务,只要仪器封条没有拆,客户根据需要可以延长保修,zui高到5年。(延保1年100元,延保2年190元)。
二年来,已为以下客户提供了优质的服务:
ZG科学院工程热物理研究所 上海航空材料结构检测股份有限公司 ZG科学院金属研究所 ZG林业科学研究院林业新技术研究所 北京航空航天大学 昆明理工大学 ZG矿业大学 南昌航空大学 南京理工大学 长安大学 山东省产品质量检验研究院 普联技术有限公司 河南平高电气股份有限公司 深圳市信测标准技术服务股份有限公司 欧陆检测技术服务(上海)有限公司 阳光电源股份有限公司 瑞奇外科器械(ZG)有限公司 上海铂石实业有限公司 天津九安YL电子股份有限公司 华想电器有限公司 东莞市博彥实业有限公司 排名不分先后,部分客户由于篇幅原因,不一一列出
一:简介
热电偶线做为测试产品温升已广泛的应用,但是由于热电偶线比较细,在使用高温胶水测试完后拆点时,很容易把热电偶线的结点拉断。依据CTL-OP 108决议要求,需要把热电偶的二个不同极性的线进行焊点,以减少对温度测试时对温度的影响。看到很多朋友为了方便直接把热电偶线的正负极直接拧在一起,这样测试时,由于热电偶的温度点测试的是二根线的结点位置,所以会使测试的温度数据不是测试表面的温度,而是距测试热电偶正负二根线*个接触点位置的温度,将影响温度的准确度。
本公司研制的这款,专门用于热电偶线的焊接,操作简单,使用方便,输出电压在安全电压以下,使用安全。非常适用于各种不同型号的热电偶线焊接。
二:技术参数
输入电压:220V/50Hz(宽电压可以订做)
输出电压:直流15V~50V
工作环境:温度15℃~35℃, 湿度不大于80%
工作方式:点焊,每分钟不大于30个焊点
保险丝规格:F2A 250V
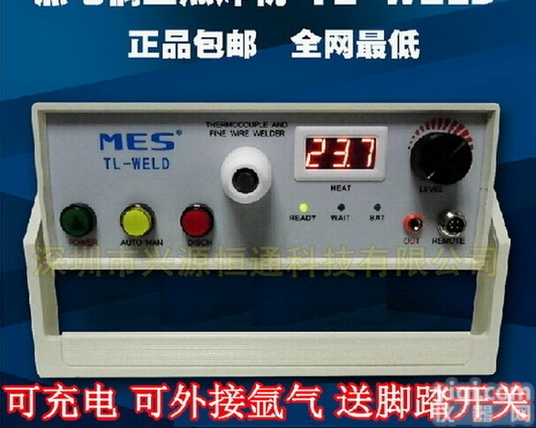
三:面板说明
正极:输出电压的正极。
负极:输出电压的负极。
焊接炭棒:用于焊接热电偶线焊接,为输出电压的正极。
放电开关:按下开关,将会把仪器内电容的电能进行放电。
电压调节:调节输出电压。
脚踏开头:踩下脚踏开关后,正极,焊接炭棒才有电压输出。
电压表:显示输出的电压值。
四:标准配置
序号 | 名 称 | 数 量 |
1 |
| 1台 |
2 | 电源线 | 1条 |
3 | 脚踏开关 | 1个 |
4 | 弯嘴钳 | 一把 |
5 | 外置炭棒 | 一条 |
6 | 备用保险丝 | 一只 |
7 | 说明书 | 1份 |
8 | 合格证 | 1份 |
五:操作说明
① 打开仪器包装后,检查仪器的配件是否齐全。
② 连接仪器电源线,并插在220V 50Hz的电源上,插上脚踏开关并拧紧。把弯嘴钳插到仪器的负端上。找开电源开关,这时仪器通电,电压表上会显示出当时的电压。
③把需要焊接的热电偶线前面剥去约2mm,然后用弯嘴钳把热电偶线剥去的部分夹住,把热电偶线的正,负二根线靠在一起。踏下脚踏开关,把热电偶线顶端在炭棒上轻轻一碰,一个点就焊好了。
④如果热电偶线不方便在仪器的炭棒上进行焊接,可以把备用的外置炭棒插到仪器的正极上,可以在外面焊接。
六:注意事项
①焊点时注意不要看到炭棒,焊点瞬间放电会让眼不适。应采取相应的保护措施,如带深色的防护眼镜。
②必须踩下脚踏开关,本仪器才有电压输出,否则电压表有显示,但是端子上没有电压。
③根据焊接线的直径选择合适的电压,一般在20V左右比较合适,当从高压调到低压时,请按住放电开关,这时显示的电压为实际的电压,平时工作时请不要长时间按放电开关。
④焊接完一个热电偶后,建议等待2秒再进行下一个热电偶焊接。
⑤如果焊接时前面不是很圆,请剪去再重新焊接,请勿在原焊点上重新焊接。

 ANB-HJ01 热电偶线焊接机
ANB-HJ01 热电偶线焊接机
 ANB-HJ01 热电偶线焊接机
ANB-HJ01 热电偶线焊接机
 SX-1热电偶焊接机/SX-01热电偶点焊机
SX-1热电偶焊接机/SX-01热电偶点焊机
 热电偶焊接机 标准热电偶 热电偶检定炉
热电偶焊接机 标准热电偶 热电偶检定炉
 蚌埠 热电偶焊接机 标准热电偶西安仪表厂
蚌埠 热电偶焊接机 标准热电偶西安仪表厂
 蚌埠 WRNG-440T 热电偶焊接机 标准热电偶
蚌埠 WRNG-440T 热电偶焊接机 标准热电偶
 TL-WELD点焊机 热电偶线焊接机MES 温度线热电偶焊线机 热电偶丝碰焊机TL-WELD
TL-WELD点焊机 热电偶线焊接机MES 温度线热电偶焊线机 热电偶丝碰焊机TL-WELD
 TL-WELD点焊机 热电偶线焊接机点焊机 热电偶碰焊机高温线结球 可接氩气TL-WELD
TL-WELD点焊机 热电偶线焊接机点焊机 热电偶碰焊机高温线结球 可接氩气TL-WELD
 TL-WELD MES热电偶线焊接机 温度线热电偶焊线机 热电偶丝碰焊机TL-WELD
TL-WELD MES热电偶线焊接机 温度线热电偶焊线机 热电偶丝碰焊机TL-WELD
 TL-WELD热电偶点焊机|热电偶焊球机|热电偶焊接机
TL-WELD热电偶点焊机|热电偶焊球机|热电偶焊接机
 EST TL-WELD热电偶丝碰焊机焊接机点焊机焊线机热电偶高温线结球
EST TL-WELD热电偶丝碰焊机焊接机点焊机焊线机热电偶高温线结球






