硅橡胶电缆(GKFPB亨利电缆/HL)
陶瓷化耐火硅橡胶的主体材料是高温硅橡胶(HTV),在常温下它具备了硅橡胶的基本特性,无毒、无味、耐高低温、耐臭氧老化、耐候老化、优良的电绝缘性能,也具备了普通高温硅橡胶良好的加工性能。
陶瓷化耐火硅橡胶在火焰的烧蚀下,燃烧1-2min后即开始烧结成坚硬的陶瓷状壳体的隔绝层,这种坚硬的陶瓷状壳体的隔绝层可以非常有效地阻挡火焰的继续燃烧,而且在被烧2-3min后完全断烟。在接下来阻挡火焰的过程中,本身也不再产生烟雾。在前期2-3min内产生的烟雾,也是无毒、无卤的。烟雾主要由有机硅燃烧后产生,有机硅本身不含有毒、有卤的物质。
陶瓷化耐火硅橡胶和普通的高温硅橡胶混炼胶的加工方法是完全相同的,它具备了很好的挤出性和模压性,可以直接用硅橡胶电线电缆设备挤出、硫化成电线电缆,无需增加设备,更无需像氧化镁矿物防火绝缘电缆那样需要巨额的设备投入,也无需像云母带缠绕的耐火电缆那样要经过多次缠绕,费工费时,可以大幅度降低成本。用陶瓷化耐火硅橡胶生产的电线电缆可以大幅度降低成本,可以和普通的电线电缆一样便捷的进行敷设安装,无需像氧化镁矿物防火绝缘电缆那样复杂敷设,为防火电线电缆的广泛普及和应用提供了前提条件和基础。硅橡胶电缆(GKFPB亨利电缆/HL)
陶瓷化耐火硅橡胶防火电线电缆所具备的良好的消防、防火特性,使得它可以广泛应用于公共消防、防火安全要求非常高的场所,如普通民灾、高层建筑、电梯、大小型超市商场、地铁、机场、车站、医院、银行、写字楼、宾馆酒店、邮政电信大楼、展览馆、图书馆、博物馆、古代建筑、学校、电力大楼、公共娱乐场所、隧道、地下建筑、仓库等,还可以用于冶金、钢铁、焦炭、煤矿、电厂、输变电站、造船、石油、化工、医药、核电站、航空航天、军事、造纸等行业,以及家电、汽车、公共交通设施等等。陶瓷化耐火硅橡胶防火电线电缆有着广阔的应用前景引言硅橡胶主要是以硅元素代替碳元素形成的高分子材料,是一种直链状的高分子量的聚硅氧烷,分子量一般在15万以上,构成硅橡胶主链的硅氧键的性质决定了硅橡胶具有天然橡胶及其他橡胶所不具备的优点,它具有zui广的工作温度范围(-100℃~350℃),耐高低温性能优异,此外,还具有优良的热稳定性、电绝缘性、耐候性、耐臭氧性、透气性、很高的透明度、撕裂强度,优良的散热性以及优异的粘接性、流动性和脱模性,一些特殊的硅橡胶还具有优异的耐油、耐溶剂、耐辐射及在超高低温下使用等特性。在使用温度范围内,硅橡胶不仅能保持一定的柔软性、回弹性和表面硬度,机械性能也无明显变化,而且能抵抗长时间的热老化。电线电缆常用的硅橡胶乙烯硅橡胶,工作温度范围为-60℃~180℃,由于硅橡胶有以上优异的性能,用其作为电线电缆的绝缘和护套材料制成的硅橡胶电缆,可在高温和低温下移动使用,具有耐水、耐臭氧、耐电弧、耐电晕和耐气候老化等优点,不易损坏和开裂,这些性能是一般高温电缆不具有的,另外,硅橡胶电缆还具有自洁性好的优点,在沿海地区敷设使用时具有防盐雾腐蚀的特点,因而硅橡胶电缆具有较宽的应用范围。国内硅橡胶电缆的使用已越来越广泛,本文将ZD介绍本公司应用连硫生产线生产硅橡胶电缆的情况。2设备和材料设备:400型开炼机Φ65连硫生产线Φ120连硫生产线材料:硅橡胶(Pai号HD6770)2,4—二氯过基羟基硅油3技术要点要采用连硫生产线生产硅橡胶电缆,首先必须确保硅橡胶材料能在挤橡机中正常挤出,其次硅橡胶材料在机头中不能先期硫化,第三硅橡胶材料在硫化管中要能充分硫化。因此,必须考虑挤橡机改造、模具改进、硫化管改造、材料改进及挤出硫化工艺正确设定等问题。3.1挤橡机改造因硅橡胶是柔软膏体的材料,挤出过程中不需加热,属常温挤出,在挤橡机中很难建立起正常的压力,挤出过程中硅橡胶材料在料筒中打滑,不能顺利挤出。针对这个问题,本公司对挤橡机进行了技术改造,在喂料区增加了一支侧压辊,侧压辊由齿轮带动,跟随螺杆一起旋转,旋转方向和螺杆相反,起到强制喂料的作用。另外,为了防止挤出过程中挤橡机温度上升,我们对挤橡机的螺杆和机身及机硅橡胶电缆(GKFPB亨利电缆/HL)头冷却系统进行了清理,确保挤出过程中能有一个较好的冷却效果。3.2模具改进和硫化管改造因硅橡胶材料采用2,4—二氯过氧化苯甲酰作为硫化剂,在90℃就可以开始硫化,而连硫生产线采用蒸汽硫化,蒸汽直接接触模具表面,长时间生产硅橡胶有可能在机头内硫化,从而导致挤出缺陷。本公司对模具进行改进,通过模具之间的精密配合减少材料在机头内的体积,同时对用于挤出硅橡胶的模芯外表面和模套内表面进行抛光处理;在硫化管*节增加隔套水冷却,把硫化管进汽口由上部移到中下部,对机头模口处进行不间断水冷却,尽量降低模具表面的温度。3.3材料改进硅橡胶料在贮存过程中会产生“结构化”现象,使胶料变硬,工艺性能变差,物理机械性能下降,判断硅橡胶料是否结构化zui简单的方法是用手摸,如材料发硬或用手掰下一块料时,料分离处呈现一条白线的样子,则该料已经结构化。使用已结构化的硅橡胶料在挤出过程中产生的热量会增加,橡料在挤橡机中开始硫化,挤出来的电缆表面桔皮状或破皮。消除结构化zui有效的方法是在橡胶混炼加硫加色过程中适当加入一点硅油,研究表明,硅橡胶材料在加入硅油后,材料的老化性能更好。ZR-YFGRP、YGC-HF、YGCR-HF、YGCP-HF、YGCRP-HF、ZR-AGGR、ZR-KGGR、ZR-YGCR、ZR-YGGR、ZR-JGGR、ZR-KFGR、ZR-JFGR、ZR-YFGR、ZR-AGGPR、ZR-KGGPR、ZR-YGCPR、ZR-YGGPR、ZR-JGGPR、ZR-KFGPR、ZR-JFGPR、ZR-YFGPR、YFG22、KGG22、YGC22、YGG22、KGG23、KGGP32、YGG23、YGC23、KGG32、YGC32、YGG32、ZR-AGR、ZR-YGC、ZR-YGG、ZR-KGG、ZR-HGG、ZR-KFG、ZR-YGC32、ZR-YGG32、YGC132、YGG132、ZR-KVG、KGGR、YGGR、YGGP1、JGGP1、KFGP1、JFGP1、KGGP2、YGCP2、YGGP2、JGGP2、KFGP2、JFGP2、YGCP22、YGGP22、KGGP22、KFGP22、JGGP22、YFGP22,KGGP23、YGGP23、YGCP23、ZR-KGGF、ZR-JGGF、ZR-YGCF、ZR-YGGF、ZR-KGGB、ZR-YGGB、ZR-YGCB、ZR-JGGB、ZR-YFGB、ZR-KFGB、ZR-AGRP、ZR-KGGP、ZR-YGCP、ZR-YGGP、ZR-JGGP、ZR-KFGP、ZR-JFGP、ZR-KGGP2、ZR-YGCP2、ZR-YGGP2、ZR-JGGP2、ZR-KFGP2、ZR-JFGP2、ZR-YGCP22、ZR-YGGP22、ZR-KGGP22、ZR-KFGP22、ZR-JGGP22、ZR-YFGP22
3.4正确设定挤出硫化工艺硅橡胶必须采用冷挤出工艺,挤出过程中机身温度不能过高,否则会出现在挤橡机中硫化的现象。我们在挤出过程中严格控制挤出温度,采用加大螺杆、机身和机头水冷却的方式,控制机身温度不超过50℃,确保硅橡胶在机身中不硫化。因采用2,4—二氯过氧化苯甲酰作为硫化剂在90℃就可以开始硫化,以2.5mm2绝缘线芯挤出为例,我们把蒸汽压力设定在0.6MPa,温度约在150-155℃,生产线速度设定10m/min。3.5其它一些问题在试制过程中我们还遇到其他一些问题,如表面气泡、喷霜等缺陷。对于表面气泡,我们采取材料在开炼机上多打和抽真空挤出的方式来解决。对于表面喷霜,我们在材料中加入FSJ-01型除霜剂,效果非常明显。

 GKFPB 硅橡胶电缆(GKFPB亨利电缆/HL)
GKFPB 硅橡胶电缆(GKFPB亨利电缆/HL)
 聚氯乙烯绝缘电缆JYPVR22亨利信号电缆
聚氯乙烯绝缘电缆JYPVR22亨利信号电缆
 YEFRB 行车扁平软电缆YEFRB亨利电缆厂
YEFRB 行车扁平软电缆YEFRB亨利电缆厂
 DJF46RGP22 信号屏蔽电缆(DJF46RGP22亨利电缆/HL)
DJF46RGP22 信号屏蔽电缆(DJF46RGP22亨利电缆/HL)
 BPGVFP2 变频电缆(BPGVFP2亨利电缆/HL)
BPGVFP2 变频电缆(BPGVFP2亨利电缆/HL)
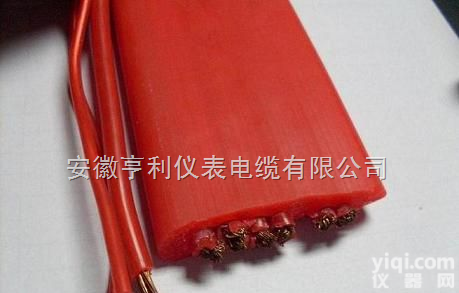
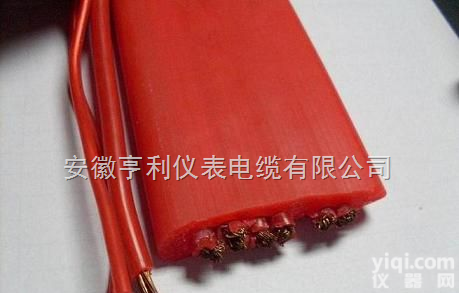
 UGEFBP 高压扁电缆(UGEFBP亨利电缆/HL)
UGEFBP 高压扁电缆(UGEFBP亨利电缆/HL)
 耐火本安电缆IJFP2V22亨利集团出品
耐火本安电缆IJFP2V22亨利集团出品
 YFFB 高温移动扁电缆YFFB亨利厂家报价
YFFB 高温移动扁电缆YFFB亨利厂家报价
 BPYJVP2R 大规格变频电缆BPYJVP2R亨利报价
BPYJVP2R 大规格变频电缆BPYJVP2R亨利报价
 亨利电缆GKFPB-6KV高压扁电缆
亨利电缆GKFPB-6KV高压扁电缆