广州自动化公司为除尘设备提供plc自动化控制
东莞自动化公司除尘设备东莞PLC编程,东莞自动化除尘设备应用案例
除尘设备PLC控制,除尘设备环境恶劣,对PLC可编程控制器及触摸屏要求比较高,能适应恶劣境条件
设备配置:西门子PLC,西门子触摸屏适应恶劣的车间环境
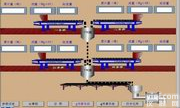
除尘设备控制流程
1.除尘:
自动除尘控制工作流程如下:
1.1.在线除尘:X1=1,Y1=1,X9=0时X3=0时,
1.2.在线号X2=0时Y2=0,Y1=1开始Y11-OUT-0.01-0.2S(可调)-间隔1-10S(可调)-Y12-OUT-0.01-0.2S(可调)-间隔1-10S(可调)Y13-OUT-0.01-0.2S(可调)-------Y36-OUT-0.01-0.2S(可调)-间隔1-10S(可调)Y11循环往复输出时序脉冲信号.
其中:在线换袋:
运行期间任意一组为x3=1/0对应Y17=1/0(X3=Y17=0时Y11-13=0)(X4=Y18=0时Y14-16=0),(X5=Y27=0时Y21-23=0),(X6=Y28=0时Y24-26=0),(X7=Y37=0时Y31-33=0),(X8=Y38=0时Y34-36=0)。
报警/停机:
当X1=0(停PLC)Y1=0其他Y11--Yn=0。
当X9=1时,Y3Y4=1,其他Y11--Yn=0,脉冲延时运行一周停输出,(开旁路阀)。X11阀位显示信号。
当S7-231温度检测超出设定(0至300℃可调)时,Y3Y4=1,其他Y11--Yn=0脉冲延时运行一周停输出,,(超温停输出),并报警显示。
1.2.自动离线除尘:X1=1,Y1=1,X9=0时X3=0时,X3-X8离线换袋优先。
离线号X2=1,Y2=1,X3-X8=0时Y17=1(1-10S可调),Y11=1(0.01-0.2S可调)-间隔1-10S(可调)Y12=1---Y13,下一个Y18=1(1-10S可调)-Y14-Y16下一个Y27..Y21.23下一个Y8..Y24.26.下一个Y37..31.33下Y36..Y34..36.完成下一个大循环间隔1-60min(介面可调)循环往复输出时序脉冲信号.
2.卸送灰
2.1时序
当Y1=1时,Y47/48=1(计时12H对换运行对换时停卸料)5min.Y41=1(1-5min可调)同时(Y42=1=2S,0=3S循环至Y41=0)下一个Y43=1…….Y46=1=2S=0=3S循环至Y41=1…..)循环往复输出时序信号.当X1=0,Y1=0时,从该位循环一周后停,罗茨风机提前1-5min开机,延时1-5min停机。
3.灰库
当Y47/48=1时,Y51=1(0.01-0.2.间隔1-10S(可调)-Y52=1-(0.01-0.2S可调)-间隔1-10S(可调)-------Y56.当Y47/48=0时,Y51-T56从该位循环一周后停。
4.物位显示
除尘器3个超声波和灰库1个超声波物位信号分别用4-20mA送入PLC的S7-231后采样供PC物位显示,当任一室高物位(报警可设定物位高位报警),
5.温度
温度传感器信号4-20mA送入PLC的S7-231后采样对比供PC温度显示,高温报警,超温自动开启旁路阀门,关闭所有提升阀,除尘,输灰,灰库延时循环一周期停.
6.风压
风管压力信号4-20mA送入PLC-S7231采样对比供PC风压显示,风压高报警(可设)
7.引风机状态
引风机X10显示引风机开停。
8.旁路阀状态
旁路阀位开关信号X11送入PLC供PC显示阀门开关状态.
9,压缩气压力
压缩气压力开关低压开关信号X12送入PLC,报警和PC显示.
东莞自动化公司除尘设备东莞PLC编程,东莞自动化除尘设备应用案例
广州自动化公司为除尘设备提供plc自动化控制,广州自动化,自动化公司,广州自动化公司,PLC控制,PLC自动化,自动化控制,自动化PLC,自动化PLC控制,PLC自动化控制,广州PLC控制,广州自动化PLC,广州自动化控制,广州PLC自动化控制-精一控自动化

 plc自动化控制 广州自动化公司为除尘设备提供plc自动化控制
plc自动化控制 广州自动化公司为除尘设备提供plc自动化控制
 DMF-Z-20A 耐鼎脉冲阀DMF-Z-20A AC220V 脉冲控制仪 除尘设备
DMF-Z-20A 耐鼎脉冲阀DMF-Z-20A AC220V 脉冲控制仪 除尘设备
 自动化集中控制,自动化远程控制,自动化过程控制,自动化改造
自动化集中控制,自动化远程控制,自动化过程控制,自动化改造
 自动化电气控制系统,自动控制柜,电气自动化控制,变频控制柜
自动化电气控制系统,自动控制柜,电气自动化控制,变频控制柜
 温湿度控制器 自动化湿度控制器 报警输出湿度控制器
温湿度控制器 自动化湿度控制器 报警输出湿度控制器
 ls8808H 检测仪、自动化检测设备、自动化成套控制系统
ls8808H 检测仪、自动化检测设备、自动化成套控制系统
 自动化配料控制系统,配料控制系统
自动化配料控制系统,配料控制系统
 YUY-CG07热工自动化过程控制实验装置|过程控制实训装置
YUY-CG07热工自动化过程控制实验装置|过程控制实训装置
 江苏工业自动化压力控制器,液压油压力控制器价格
江苏工业自动化压力控制器,液压油压力控制器价格
 HD-LK 青岛油库自动化定量控制器 定量掺油控制仪
HD-LK 青岛油库自动化定量控制器 定量掺油控制仪








