
1756L55M24 新喀里多尼亚【模块】
1756L55M24 新喀里多尼亚【模块】
1756L55M24 新喀里多尼亚【模块】
1756L55M24 新喀里多尼亚【模块】
4控制系统软件设计
包装码垛自动生产线可自动完成称重、供袋、取袋、装袋、缝口、输送、金属检测、重量检测及码垛等功能。全自动包装码垛生产线的机械系统主要包括全自动称重单元、包装单元、输送检测单元、码垛单元。其主要工艺流程如下:物料自储料斗进入包装秤的给料装置,通过粗、细给料,实现粗、细两级加料。当秤斗中的物料重量达到设定值时,称重终端发出停止加料信号,待空中的飞料全部落入秤斗后此次称重循环结束,此时电子包装秤等待装袋机的投料信号。当自动装袋机完成上袋后,发出讯号,使称重箱打开卸料翻门,向包装袋内投料,卸料后称重箱关闭翻门,装袋机张开夹袋器,包装袋通过夹口整形机和立袋输送机进入自动折边机,包装袋经折边后,进入缝口机,当设在缝口机旁边的光电开关检测到包装袋后,缝纫机开始工作,缝合包装袋,当包装袋离开缝纫机后,缝纫机停止,并自动切断缝合线。包装袋经过倒袋整形机进入金属检测机及重量复检机,如果检测不合格,在包装袋通过自动捡选机时将被剔除,而合格的包装袋则顺利通过自动捡选机,再经喷墨打印机、过渡输送机、缓停机等设备,将包装袋输送到码垛单元,由转位机根据码垛工艺要求将料袋依次按“2袋竖-3袋横”和“3袋横-2袋竖”循环做转位处理。这样包装袋便以2袋直或3袋横的形式进入编组机,由码垛机将包装袋堆码到托盘上,一般以码8层为一垛。码垛完成后,垛盘输送机将其输送出码垛区,停放在叉车区域垛盘输送机上。码垛机所使用的托盘由托盘仓和托盘输送机根据程序自动提供。图2为包装码垛自动生产线工艺流程图。
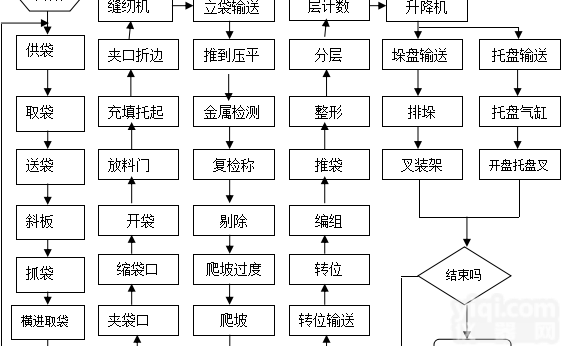
图2包装码垛生产线工艺流程图
5系统抗干扰措施
PLC系统中混入输入、输出的干扰,或感应电压,容易引起错误的输入信号,从而引起错误的控制信号。为了使控制器稳定地工作,提高整体控制系统的可靠性,在控制系统采取一些有效的抗干扰措施是非常必要的。
5.1抗电源干扰
(1)使用隔离变压器使用隔离变压器将屏蔽层良好地接地,对YZ电网中的干扰信号有良好的效果。为了改善隔离变压器的抗干扰效果,必须注意两点:一是屏蔽层要良好接地,二是次级连接线要使用双绞线。双绞线能减少电源线间干扰。
(2)使用滤波器使用滤波器代替隔离变压器,在一定的频率范围内有一定的抗电网干扰作用,惯用的方法是既使用滤波器,同时使用隔离变压器。连接方法如图3所示。

图3滤波器和隔离变压器同时用的系统
(3)分离供电系统将控制器、I/O通道和其他设备的供电分离开来,也有助于抗电网干扰。
本系统采用分离供电系统措施,PLC控制器远离供电系统。
5.2防I/O信号干扰
防止输入信号的干扰除采用滤波器及使控制器良好接地来YZ干扰外,下面介绍几种抗输入干扰措施。
(1)在输入端有感性负荷时,为了防止反冲击感应电势,在负荷两端并接电容C和电阻R(为交流输入信号时),或并接续流二极管VD(为直流输入信号)。交流输入方式时,C、R的选择要适当,才能起到较好的效果,一般参考值为:负荷容量在20VA以下一般选用0.1µF
147Ω比较适宜。如果与输入信号并接的电感性负荷较大时,使用继电器中转效果更好。
(2)防感应电压的措施在感应电压大的场合,如果可能的话,改交流输入为直流输入;在输入端并接浪涌吸收器(浪涌吸收器的作用是防止瞬间高压损坏设备);在长距离配线和大电流场合,感应电压大,可用继电器转换。
6结论
包装码垛自动生产线包括机械、电控、气动等系统,虽然设备复杂,但操作却很简单。设有多个操作盘或触摸屏,可进行自动/手动操作切换,在手动操作时可对单一部机或动作进行控制。操作盘面上均有多个状态显示窗口和故障显示窗口,以便于操作人员了解设备所处的状态。
摘要:本文所设计的全自动包装码垛生产线主要由自动定量包装机、自动上袋机组、封口系统、倒袋机、金属检测机、重量检验机、检选机、喷墨打印机、码垛机等单元组成。通过可编程序控制器对整个生产线的工作过程进行自动控制,对运行过程中出现的故障或供料不足,供袋不及时、出垛不及时等,进行声光报警。该设备具有操作简单,运行可靠,维修方便等优点。
1前言
随着科学技术的迅猛发展,生产力水平的不断提高,人们对降低劳动强度、改善工作环境同时重视起来。石油化工、化肥、粮食等行业对包装质量和劳动效率的要求也日益提高,从而促进了这些企业的现代化改造。而传统的人工包装由于其生产效率低下而成为这些行业产量和包装质量提高的巨大障碍,已不能满足现代化大生产的需要。用户为了便于产品的运输和存储,对包装要求更加严格,包装已成为企业升级和获得经济效益的关键因素,因此尽快提高产品的包装质量,是这些行业的迫切任务之一,也是用户对这些行业的要求。国际上日本NEWLONG、英国BL、美国ORY等公司掌握了包装先进技术。目前国内全自动包装码垛设备主要依靠进口,国产设备生产厂家较少,市场呼吁国产化的全自动包装生产线。在新的世纪,随着我国各项事业的蓬勃发展以及知识经济所面临的机遇和挑战,包装码垛机械必将发挥越来越重要的作用,为国民生产产生不可估量的经济效益。
包装码垛生产线是机电仪一体化高技术产品,适用于化工、粮食、食品及医药等行业。它可实现对粉、粒、块状物料(如塑料、化肥、合成橡胶、粮食等)的称重、供袋、装袋、折边、封袋、倒袋整形、金属检测、重量复检、批号打印、转位编组、码垛、托盘和垛盘的输送等作业全部实现自动化。通过可编程序控制器,对整个生产线的工作过程进行自动控制,对运行过程中出现的故障或供料不足,供袋不及时、出垛不及时等,进行声光报警。该设备具有操作简单,运行可靠,维修方便等优点。包装码垛生产线简单地讲,它是由包装机械和码垛机械组成的,其中的主要部分还是包装机械,码垛机械是从包装生产线上分离出来而发展起来。
2包装码垛自动生产线系统组成
包装码垛自动生产线主要应用于化工、粮食、食品及医药等行业中的粉、粒、块状物料的全自动包装码垛。包装码垛自动生产线可分为包装部分和码垛部分。包装部分实现定量称重、自动供袋、装袋、夹口整形、折边缝口、金属检测、重量复检等功能。码垛部分实现转位编组、推袋压袋、码垛及托盘的提供和垛盘的输送等功能。
1、电子称重机是包装机起始部机,其作用是完成物料的定值称重、投料等作业。
2、自动供袋机是由供袋器、吸袋器、袋子传送器、接袋器、取袋器等部件组成。全自动包装供袋工作是由供袋机械自动完成,操作人员只要将空袋子按要求码放到上袋机的备用仓中就可以了。
3、自动装袋机是由过渡料斗、取袋开袋夹送装置、翻门缩口装置、机架等构成。过渡料斗是装袋机联接电子称重机的过渡装置,它可以存储一袋物料,提高电子称重机的称重速度,减小物料落差,降低粉尘产生量,利于除尘,同时保证物料顺利地导入装袋机并防止装袋机产生的振动传递到电子称重机上。
4、转位输送机:将送来的料袋进行变换方位的设备。
5、编组机是是将转位输送机送来的料袋按码垛要求实现2-3编组和3-2编组,即垛型每层为二袋竖、三袋横或三袋横、二袋竖并交替进行。
6、推袋压袋、分层、升降机,推袋机将编号的料袋推至缓冲区,并在分层码垛时整形压平,推到分层机,分层机将料袋投放到升降机上的托盘,完成一层料袋的码垛。
7、托盘仓:是存储一定量的托盘,并自动完成托盘输送过程的部分。
3控制系统硬件设计
由于包装生产线的各种控制为开关量,而目前流行的PLC具有结构小巧、运行速度高、通用性好、可靠性高等特点,非常适合于工业现场的高温、振动、粉尘等恶劣环境下的开关控制。所以选用PLC作为控制系统的核心部件。本包装码垛自动生产线动作关系复杂,I/O点数较多,以开关量控制为主,所以选择日本三菱公司的FX2N系列PLC为控制核心部件。
本产品信息由(厦门仲鑫达科技有限公司)为您提供,内容包括(1756L55M24 新喀里多尼亚模块】 模块)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(1756L55M24 新喀里多尼亚模块】 模块)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。


















