1、长葛125型塑料颗粒机RL17541880塑料造粒机废旧塑料再生造粒机RL175420的具体参数
【河北慧采科技开发有限公司】全线低价★★全国工业品行业★★质量信得过产品★★质量服务AAA企业★★质量效益型先进企业★★拨打请告诉我产品订货
2、长葛125型塑料颗粒机RL17541880塑料造粒机废旧塑料再生造粒机RL175420的具体参数图片
 |  |
| 型号:RL175418125型塑料颗粒机 | 型号:RL17542080塑料造粒机废旧塑料再生造粒机 |
3、长葛125型塑料颗粒机RL17541880塑料造粒机废旧塑料再生造粒机RL175420的具体参数内容
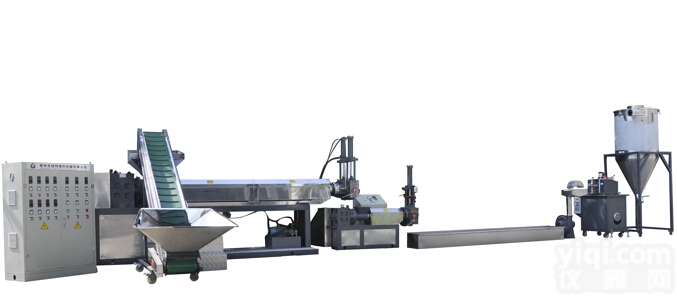
型号:RL175418125型塑料颗粒机
| | | 型号 | 125 | 产品别名 | 塑料造粒机 |
| 产品用途 | 再生塑料造粒 | 能力 | 200(kg/h) | 旋转刀数 | 6(把) |
| 固定刀数量 | 1(把) | 回旋直径 | 150(mm) | 进料口直径 | 170(mm) |
| 滤筛板孔径 | 4.5(mm) | 切刀转速 | 800(r/min) | 机器ZX高 | 750(㎜) |
| 电动机功率 | 18.5(kw) | 加热功率 | 30(kw) | 适用原料 | PE,PP,pet,PVC,EVA,电线料 |
| 螺杆数 | 单螺杆 | 螺杆长度 | 可定制(mm) | 螺杆直径 | 125(mm) |
塑料造粒机的主机是挤塑机,它由挤压系统、传动系统和加热系统组成。大力发展再生资源,变废为宝。
⒈挤压系统 挤压系统包括、、料斗、机头、和,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。
⑴螺杆:是挤塑机的Z主要部件,它直接关系到挤塑机的应用范围和率,由高强度耐腐蚀的合金钢制成。
⑵机筒:是一金属圆筒,一般用耐热、耐压强度较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的复合钢管制成。机筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。一般机筒的长度为其直径的15~30倍,以使塑料得到充分加热和充分塑化为原则。
⑶料斗:料斗底部装有截断装置,以便调整和切断料流,料斗的侧面装有视孔和标定计量装置。
⑷机头和模具:机头由合金钢内套和碳素钢外套构成,机头内装有成型模具。机头的作用是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以必要的成型压力。塑料在机筒内塑化压实,经多孔滤板沿一定的流道通过机头脖颈流入机头成型模具,模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形成连续密实的管状包覆层。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置有分流套筒,为消除塑料挤出时压力波动,也有设置均压环的。机头上还装有模具校正和调整的装置,便于调整和校正模芯和模套的同心度。
塑料颗粒机
125型塑料颗粒机
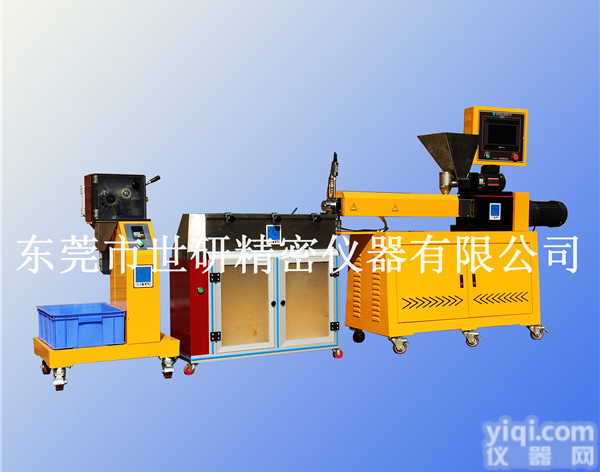
型号:RL17542080塑料造粒机废旧塑料再生造粒机
| | | 型号 | 80 | 产品别名 | 拉料机 |
| 产品用途 | 用于废旧塑料的回收和造粒 | 能力 | 100(kg/h) | 旋转刀数 | 14(把) |
| 固定刀数量 | 1(把) | 回旋直径 | 140(mm) | 进料口直径 | 160(mm) |
| 滤筛板孔径 | 12(mm) | 切刀转速 | 70(r/min) | 机器ZX高 | 950(㎜) |
产品特征
塑料造粒机的主机是挤塑机,它由挤压系统、传动系统和加热系统组成。大力发展再生资源,变废为宝。
产品优势
⒈挤压系统 挤压系统包括、、料斗、机头、和,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被
螺杆连续的挤出机头。
2.传动系统 传动系统的作用是驱动
螺杆,供给
螺杆在挤出过程中所需要的力矩和转速,通常由电动机、减速器和
轴承等组成。
⒊加热装置 加热与是塑料挤出过程能够进行的必要条件。
产品介绍
⒈挤压系统 挤压系统包括、、料斗、机头、和,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被
螺杆连续的挤出机头。
⑴
螺杆:是挤塑机的Z主要部件,它直接关系到挤塑机的应用范围和率,由高强度耐腐蚀的合金钢制成。
⑵机筒:是一金属圆筒,一般用耐热、耐压强度较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的复合钢管制成。机筒与
螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。一般机筒的长度为其直径的15~30倍,以使塑料得到充分加热和充分塑化为原则。
⑶料斗:料斗底部装有截断装置,以便调整和切断料流,料斗的侧面装有视孔和标定计量装置。
⑷机头和
模具:机头由合金钢内套和碳素钢外套构成,机头内装有成型
模具。机头的作用是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以必要的成型压力。塑料在机筒内塑化压实,经多孔滤板沿一定的流道通过机头脖颈流入机头成型
模具,模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形成连续密实的管状包覆层。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置有分流套筒,为消除塑料挤出时压力波动,也有设置均压环的。机头上还装有
模具校正和调整的装置,便于调整和校正模芯和模套的同心度。
塑料造粒机2.传动系统 传动系统的作用是驱动
螺杆,供给
螺杆在挤出过程中所需要的力矩和转速,通常由电动机、减速器和
轴承等组成。
⒊加热装置 加热与是塑料挤出过程能够进行的必要条件。
⑴2013年挤塑机通常用的是电加热,分为电阻加热和感应加热,加热片装于机身、机脖、机头各部分。加热装置由外部加热筒内的塑料,使之升温,以达到工艺操作所需要的温度。
⑵装置是为了保证塑料处于工艺要求的温度范围而设置的。具体说是为了排除
螺杆旋转的剪切摩擦产生的多余热量,以避免温度过高使塑料分解、焦烧或定型困难。机筒分为水冷与风冷两种,一般中小型挤塑机采用 风冷比较合适,大型则多采用水冷或两种形式结合;
螺杆主要采用ZX水冷,目的是增加物料固体输送率,稳定出胶量,同时提高产品质量;但在料斗处的,一是为了加强对固体物料的输送作用,防止因升温使塑料粒发粘堵塞料口,二是保证传动部分正常工作。
塑料颗粒机
80塑料造粒机废旧塑料再生造粒机
温馨提示:
润联为您提供长葛125型塑料颗粒机RL17541880塑料造粒机废旧塑料再生造粒机RL175420的具体参数的详细产品、产品图片等产品介绍信息,您可以直接联系厂家获取长葛125型塑料颗粒机RL17541880塑料造粒机废旧塑料再生造粒机RL175420的具体参数的具体资料,联系时请说明是在润联看到的

 长葛塑料造粒机设备的具体参数
长葛塑料造粒机设备的具体参数
 PT124 PT124塑料造粒机挤出机高温熔体压力传感器变送器
PT124 PT124塑料造粒机挤出机高温熔体压力传感器变送器
 2016款 tpr塑料造粒机
2016款 tpr塑料造粒机
 罗定废旧塑料造粒机的
罗定废旧塑料造粒机的
 实验室双螺杆造粒机组,造粒机,螺杆造粒机组,小型造粒机组,塑料造粒
实验室双螺杆造粒机组,造粒机,螺杆造粒机组,小型造粒机组,塑料造粒
 荆门双层热封冷切电脑制袋机|大棚膜塑料造粒机|深受广大客户青睐
荆门双层热封冷切电脑制袋机|大棚膜塑料造粒机|深受广大客户青睐
 长沙全自动再生塑料造粒机,125型塑料子母造粒机,的技术研究
长沙全自动再生塑料造粒机,125型塑料子母造粒机,的技术研究
 咸宁ldpe塑料造粒机|聚乙烯塑料造粒机|产品的详细参数,实时报价
咸宁ldpe塑料造粒机|聚乙烯塑料造粒机|产品的详细参数,实时报价
 溧阳整粒机 废塑料造粒机 行业发展趋势
溧阳整粒机 废塑料造粒机 行业发展趋势
 原平单螺杆塑料挤出机|废旧塑料造粒机设备|怎么用
原平单螺杆塑料挤出机|废旧塑料造粒机设备|怎么用








