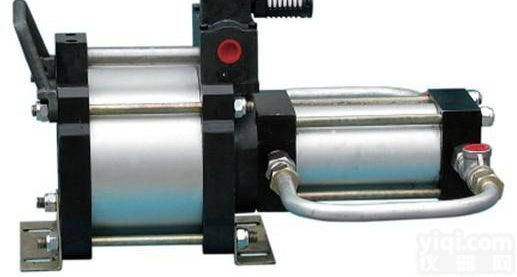
思宇空气增压泵特点:1.多种气源驱动:压缩空气.氮气.等均可作为泵的驱动气源。2.自动保压:无论何种原因造成保压回路压力下降,思宇泵将自动启动,补充泄露压力,保持回路压力恒定3.易于调节:在泵的压力范围内,调节调节阀从而调节进气压力,输出液压相应相应得到无极调整。4..性价比高:增压泵是一种柱塞泵,工作时增压泵迅速

思宇空气泵使用于原空压系统要提高压力的工作环境中,能够将工作系统的空气压力提高到2-5倍,仅需要
将工作系统内压缩空气作为气源即可。该泵适合单气源增压。
工作压力可达40bar,流量:1,350L/min(标态下),当达到所设定的压力时,无额外能量消耗。
无需电源(可使用于需防爆的领域)
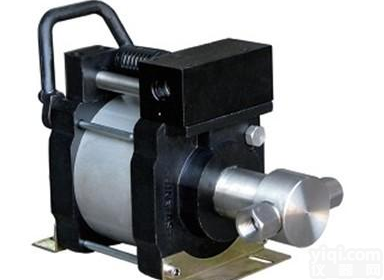
型号
CVIV
增压比
2:1--5:1
驱动压力(bar)
1-8
驱动接口尺寸
1/2'
出口接口尺寸
1/2'
出口压力 0-40公斤(更高压力参照思宇气体泵) 高压空气增压系统可以方便的调节、显示空气进口及出口压力。四个可移动轮可以方便的移动增压系统,配
备进出口高压管路。
思宇空气增压泵特点:
1.多种气源驱动:压缩空气.氮气.等均可作为泵的驱动气源。
2.自动保压:无论何种原因造成保压回路压力下降,思宇泵将自动启动,补充泄露压力,保持回路压力恒定
3.易于调节:在泵的压力范围内,调节调节阀从而调节进气压力,输出液压相应相应得到无极调整。
4..性价比高:增压泵是一种柱塞泵,工作时增压泵迅速往复工作,随着输出压力的ZG,泵的往复减慢直至停止,此时泵的压力恒定,能量消耗,各部件停止运动。
5.结构紧凑,所需安装空间小。
6.维护简单:与其他气驱泵相比,思宇增压泵可完成相同的工作,但其零件及密封少,维护简单
7.适应多尘,潮湿等各种恶劣环境。
8.采用压缩气体驱动,特别适用于防爆应用领域。
9.操作安全:采用气体驱动,无电弧及火花,可在危险场所使用。保压时介质不会产生过热现象,延长介质使用寿命。
| 除此空气增压泵外我们还提供: | ||
| 气体循环泵 | CNG汽车改装检测设备 | 液体增压泵 |
 |  |  |

气液增压系统
一、气液增压系统原理特点:
1、以压缩空气作为动力源,GX率且容易操作,结构简单,极少维修。
2、没有油压系统待机时所产生之噪音,可节省电力消耗降低生产成本。
3、可根据不同的产品或模具,任意调整高度、速度、行程、压力和冲压时间。
4、配有抗转动的导向棒、导向板,精度高,能适应高速精密冲裁。
5、可选用双手控制或脚踏方式。确保操作人员的人身安全。
6、采用微电脑控制系统,模式可选择手动、半自动、全自动方式。可增加加热模具、温度控制及压力传感器。结构简单,采用气动技术,实现一台空压机可以同时供多台气动冲孔机工作,较电动冲床更加节能。减少电耗损。操作简单,安全型较高,采用脚踏开关来控制电磁阀,结构简单,故障率低,提高生产效率。
二、气液增压系统应用范围:
气液增压系统适应于电子、仪器、仪表、照相机、首饰、小五金及服装、鞋帽业;可对薄板、条料、卷材进行剪切、冲孔、落料、成型、弯曲、铆合等工序;适合有色金属、塑料件等的加工。
三、气液增压系统背景技术:
目前,在各种金属及非金属管材、板材的冲孔领域,大都采用电动冲床来完成,电动冲床不仅噪音大污染环境、自身复杂的结构部件决定其造价高、维修难度大、维修成本高、机体笨重,而且耗电多。工作时操作复杂,故障率高,安全隐患大。气液增压系统比较卫生,干净!采用先进的光电保护技术,可以实现安全性能的大幅提升,电脑计数与程序的配合,可以实现无人值守的加工流程,大大提升了工作的效率。
四、气液增压系统原理:
气液增压系统利用压缩机产生的高压气体,通过管道将压缩气体输送至电磁阀,通过脚踏开关来控制电磁阀的动作来控制气缸的工作和返回,从而达到冲孔的目的。压缩空气可以存储在储气罐中,随时取用,因而电动机没有空转的能源浪费。利用气缸作工作部件、利用电磁阀作为控制元件,结构更加简单,故障率低、安全性高、维修简单、维修成本更低、生产效率高。利用220V电源来实现对电磁阀的控制,操作简单方便。
五、气液增压系统特点优点:
1、速度较快,且出力稳定。
2、装置简单,调整容易,保养方便。
3、出力大,可达到油压之高出力。
4、动力来源取得方便。
5、做动噪音小。
6、无油压系统升温之扰。
六、气液增压系统注意事项:
由于气液增压系统的增压缸经常处于高速运转状态,容易造成机器磨损,所以应按操作说明书来作业,增压缸的工作温度在-5℃~60℃左右,操作速度50~1000mm/s,为了保证增压缸的正常工作,使用中应注意以下几点:
1、保持清洁在将增压缸接入气路前,敬请先将管路及元件内的灰尘等杂物清除,以免降低增压缸的使用寿命。
2、正常气压范围内使用,缸在正常使用时工作气压必须要按照检验报告中规定的工作气压范围内工作,不得超过规定的工作压力.。
3、注意增压缸的工作环境。缸在设计时工作环境内的温度已定,若因工作需要变换工作环境超过温度需与增压缸技术相关人员联系处。由于缸中的部分元件为铁质,所以请不要将其置于工况环境特为复杂的环境内使用(如有化学物质的接触环境),另请在缸前端加装有效的空气处理元件(三点组合)并接时加油润滑及排水处理。
4、不可擅改加其它液压油。增压缸在设计时所选用的液压油价质为VG68#抗磨液压油,不可撤擅自改用其它液体介质(如机油、水等)。
5、一定要按程序操作。动作程序一定要按照气路配装图的动作程序工作即预压动作-增压动作增压释压-预压复位。
6、注意保养,经常检查增压缸运转。为避免缸在增压时动作的压力过大破坏您的模具或工件,敬请在增压段进入口处加装一减压阀,以便能有效保护您的产品。为确保增压缸工作的稳定性,建议尽可能在三联件与增压缸之间并联加装一储气筒。使用增压缸500000次以上或半年以上时,建议将缸中的液压油全部更换一次,以提高缸的使用寿命和工作年限。
| 除此气液增压系统外我们还提供: | ||
| 水压试验台 | 液压增压系统 | 气体循环泵 |
 |  | |
本产品信息由(海宁思宇流体设备有限公司)为您提供,内容包括(气体增压泵,液体增压系统 思宇气体加压,液体增压检测系统)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(气体增压泵,液体增压系统 思宇气体加压,液体增压检测系统)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。