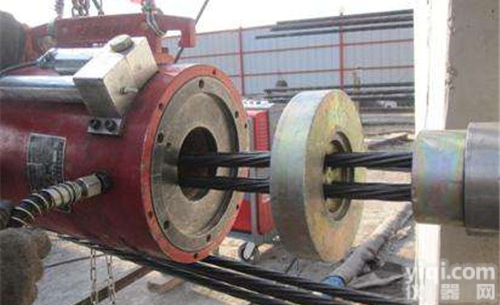
驻马店张拉锚具的数控张拉系统新闻快报 智能张拉设备也叫作智能张拉机、数控张拉系统主要用于桥梁预应力的张拉,包括公路桥梁、铁路桥梁、高架桥梁、箱梁、T梁、连续箱梁、预制梁、现浇梁、制梁场中钢绞线锚具的张拉施工。
驻马店张拉锚具的数控张拉系统新闻快报智能张拉设备在预应力结构中温度应力的研究主要集中在利用预应力抵抗结构温度效应的影响方面,对于在周期性变化的环境温度场作用下,预应力混凝土结构中预加应力本身的变化以及由此引起的预应力结构的工作状况的改变,未能得到重视。钢筋混凝土结构规范第五批课题开展的线差温度应力的研究表明:钢筋和混凝土这两种材料的线膨胀系数差异比较大,由于钢绞线的弹性模量较大,因此其相应的自约束应力也相对较大。同时预应力梁、板沿横截面的温度分布的非线性,引起不同层纤维之间的约束应力也相当可观。特别是在无黏结预应力混凝土结构中,温度效应与孔道摩擦力相耦合,引起的结构中预加应力的变化是不容忽视的。而目前试验技术的提高和数值分析手段的发展为温度效应的研究提供了可能的手段。

因此如果不提高其可靠。智能张拉设备的选用及标定施工时根据所用预应力筋的种类及其张拉锚固要求选用张拉设备。张拉设备的穿心孔径要大于预应力筋的外形尺寸为10mm;张拉设备额定张拉力要大于张拉力10%以上;设备张拉行程要大于预应力筋张拉伸长值(如张拉行程不足时,可采用多次分级张拉的方法,前提条件是所选用的锚、夹具应适应重复张拉锚固的性能要求);油泵的额定油压要大于张拉力所对应的油压;油压表的刻度值要大于油泵的额定油压,油压表的精密等级要符合设计要求;张拉设备和油压表必须在第三方有资质的检验单位进行检验和配套标定,确定张拉力与压力值的关系曲线。智能张拉设备的张拉过程一般分为以下步骤(1)安装工作锚板及工作夹片安装时工作锚板要放入锚垫板止口内,贴紧锚垫板,工作夹片装入后要求表面平整2片(或3片)夹片间隙均匀,用端面平整的工具如打紧器、钢管等,对夹片逐幅敲紧。供电系统,应有可靠接地系统,避免漏电伤人。2、油泵的检验对于新购入的油泵,或者长期存放后启用前,应按照《预应力电动油泵》JG/T319进行检验,防止在使用中出现故障,影响施工进度。空载运行:接通油路、电路后,启动前应对油液量进行检查,不得低于规定的下线。阀门处于打开位置。空载启动后,观察电机旋转要平稳,无大的震动和噪声。运转正常后,检测空载测量,三次平均值不得低于理论设计值的95%,不高于理论流量110%。空载检验合格后,可堵住排油口,进行满载检验,升至公称压力2min,观察有无渗漏及表针摆动情况。智能张拉设备的优点:智能张拉设备的主泵与副泵选用无线连接间隔不超越200M,副泵将位移,压力信号传输到主泵。

对预应力构件同一断而上两侧预应力筋张拉的基本要求是对称同步、均衡顺适,不能出现单边张拉或局部集中张拉的不利情形,而应该在同一断面上合理布置多个千斤顶进行同时张拉,这就对多顶张拉的对称同步控制提出了很高的要求。目前在预应力索力张拉施工现场,多顶同时张拉的控制往往还依赖油表读数、口头喊话交流的落后手段,难以JZ实现多顶张拉的对称同步,造成构件同断面各筋束预应力或索力左右不相等,构件可能发生横向挠曲、扭转等不利变形。传统张拉施工工艺存在的问题:1.硬件体系基本完备传统张拉施工所需的材料、器其、设备等硬件已构成较为完备的体系,相应标准、质检规范等已基本具备。2.计算理论和分析手段有待深化预应力技术的核心理论基础已经建立,但有关预应力损失,特别是超长预应力筋束的管道摩阻损失、混凝土徐变引起的预应力损失等方面的计算还有待进步深入研究。安装时,千斤顶前端活塞止口套在限位板外圆,如装上后限位板与活塞止口之间间隙过大(大于5mm),则应加工垫环放在定位活塞止口中,再套到限位板外圆上,千斤顶前端止口应对准限位板。千斤顶安装好,用手拉葫芦或其他工具固定。(4)安装工具锚板及工具夹片先将工具夹片外锥面及工具锚板内锥孔用干净棉布擦拭干净,将工具锚板装入千斤顶后部台阶孔内(注意:工具锚板与工作锚板为同一锚固体系的配套产品),如图10-13所示,工具锚应与前端工作锚具对正,不得使工具锚与工作锚之间的钢绞线扭绞。为便于工具夹片退锚,工具夹片外锥面可均匀涂抹专用退锚灵。智能张拉设备的优点:智能张拉设备的主泵与副泵选用无线连接间隔不超越200M,副泵将位移,压力信号传输到主泵。

实现了张拉过程智能控制,不受人为、环境因素影响;控制对称张拉同步、停顿点、加载速率、持荷时间等,张拉过程要素符合桥梁施工规范要求。通过规范张拉过程消除了对称张拉不同步对结构造成的扭曲等危害,大幅度减小了张拉过程中预应力的损失,保证了有效预应力符合设计要求。能准确、实时测量并复核预应力筋伸长量,通过伸长复核进一步控制预应力张拉质量。 ?自动记录张拉数据,杜绝了人为质量数据的可能,可进行真实的质量追溯。 ?实现远程监控功能,方便质量管理,提高管理效率。系统各组成部分介绍: 1液压系统液压系统主要由液压站、千斤顶、油路组成2、控制系统控制系统由测控箱、测力传感器和位移传感器微电脑操作系统组成安装时,千斤顶前端活塞止口套在限位板外圆,如装上后限位板与活塞止口之间间隙过大(大于5mm),则应加工垫环放在定位活塞止口中,再套到限位板外圆上,千斤顶前端止口应对准限位板。千斤顶安装好,用手拉葫芦或其他工具固定。(4)安装工具锚板及工具夹片先将工具夹片外锥面及工具锚板内锥孔用干净棉布擦拭干净,将工具锚板装入千斤顶后部台阶孔内(注意:工具锚板与工作锚板为同一锚固体系的配套产品),如图10-13所示,工具锚应与前端工作锚具对正,不得使工具锚与工作锚之间的钢绞线扭绞。为便于工具夹片退锚,工具夹片外锥面可均匀涂抹专用退锚灵。智能张拉设备的优点:智能张拉设备的主泵与副泵选用无线连接间隔不超越200M,副泵将位移,压力信号传输到主泵。

驻马店张拉锚具的数控张拉系统新闻快报善于运用预应力原理和技术,就可能获得改善结构性能和提高结构承载能力的效果。 二、什么是预应力张拉?预应力张拉有什么作用? 预应力张拉就是在构件中提前加拉力,使得被施加预应力张拉构件承受拉应力,进而使其产生一定的形变,来应对钢结构本身所受到的荷载。 在工程结构构件承受外荷载之前,对受拉模块中的钢绞线,施加预应力,提高构件的抗弯能力和刚度,推迟裂缝出现的时间,增加构件的耐久性。对于机械结构来看,其含义为预先使其产生应力,其好处是可以提高构造本身刚性,减少振动和弹性变形,这样做可以明显改善受拉模块的弹性强度,使原本的抗性更强。 三、什么是预应力程控(智能、数控)张拉技术? 预应力程控张拉技术是指依托以计算机智能及传感技术为基础的自动化测控技术实现张拉作业的自动化控制。复合力传感器是本研究的一个创新点,将半自动智能预应力张拉仪中和千斤顶分离的复合力传感器与千斤顶做成一体化。为解决预应力张拉过程中千斤顶油缸转动而将位移传感器的铁芯扭弯的缺陷,创造性地将位移传感器的铁芯固定于可绕千斤顶自由转动的轴承上,然后将轴承和位移传感器固定在张拉千斤顶上。其中控制器包括PLC、模拟量输人模採、开关量输出模块和触摸屏等组成。通过控制步进电机的步数来控制油泵节流阀的开度,从而实现对张拉力的控制。力传感器和位移传感器固定在千斤顶上,把预应力筋的张拉力和张拉伸长值转变为电信号输入到控制单元。预应力智能张拉设备的工艺流程全自动预应力张拉仪要实现对预应力筋张拉过程的闭环自动控制,在对预应力筋张拉应力控制的同时实现对其张拉伸长值的控制,以保证施工的准确。

测定时,千斤顶活塞运行的方向,应与张拉工作状态一致。张拉设备的测定期限,不宜超过半年。当发生下列情况之一时,应对张拉设备重新测定。千斤顶经过拆卸与修理;千斤顶久置后重新使用;压力表受过碰撞或出现失灵现象;更换压力表;张拉中预应力筋发生多根破断事故或张拉伸长误差较大。千斤顶应与压力表配套测定,以便减少累积误差,提高测力精度。当采用电动螺杆张拉机或电动卷扬机等张拉钢丝并用弹簧测力计测力时,弹簧测力计应在压力试验机上测定,重复三次后取平均值,绘出弹簧压缩变形值与荷载对应关系的标定曲线,供张拉时使用。预应力筋的张拉力不应大于设备额定的张拉力。预应力筋的一次张拉伸长值不应超过设备的张拉行程。若一次张拉不足时,可采取分段重复张拉的方法,但所用的锚具与夹具应适应重复张拉的要求。施工时应根据预应力的种类及其张拉设备锚固工艺情况选用张拉设备。所用的高压油泵与千斤顶,应符合产品说明书的要求。严禁在负荷时,拆换油管或压力表。接电源时,机壳必须接地,经检查线路绝缘确属可靠后,方可试运转。以上就是小编为您整理出来的预应力张拉设备标定规范了,如果还有什么想了解的知识或者有采购意向的可以点击右侧人工服务来咨询,我们会有专业的客服为您们解答。

 驻马店张拉锚具的数控张拉系统新闻快报
驻马店张拉锚具的数控张拉系统新闻快报
 驻马店白山智能张拉设备价格
驻马店白山智能张拉设备价格
 昌吉张拉锚具的张拉油泵新闻
昌吉张拉锚具的张拉油泵新闻
 溧阳张拉锚具的张拉油泵新闻
溧阳张拉锚具的张拉油泵新闻
 藁城张拉锚具的张拉油泵新闻
藁城张拉锚具的张拉油泵新闻
 禹城张拉锚具的张拉油泵新闻
禹城张拉锚具的张拉油泵新闻
 贵溪张拉锚具的张拉油泵新闻
贵溪张拉锚具的张拉油泵新闻
 钟祥张拉锚具的张拉油泵新闻
钟祥张拉锚具的张拉油泵新闻
 驻马店衡器公司/驻马店电子衡器公司/驻马店衡器厂/驻马店电子衡器厂/驻马店磅厂 驻马店衡器公司/驻马店电子衡器公司/驻马店衡器厂/驻马店电子衡器厂/驻马店磅厂
驻马店衡器公司/驻马店电子衡器公司/驻马店衡器厂/驻马店电子衡器厂/驻马店磅厂 驻马店衡器公司/驻马店电子衡器公司/驻马店衡器厂/驻马店电子衡器厂/驻马店磅厂
 驻马店显微镜,驻马店生物显微镜,驻马店体视显微镜驻马店,驻马店金相显微镜,数码显微镜,解刨镜
驻马店显微镜,驻马店生物显微镜,驻马店体视显微镜驻马店,驻马店金相显微镜,数码显微镜,解刨镜




