专门销售:西门子PLC模块,西门子触摸屏,西门子变频器 ,西门子软启动器 ,西门子直流调速器西门子数控系统 ,西门子电源模块 ,西门子电缆 ,西门子接头西门子编程软件 ,西门子工控机
浙江西门子6SX7010-0KC00面板按键
西门子PLC本身带有高速脉冲计数器和高速脉冲发生器,其发出的大为10KHz,能够步进电动机的要求。对PLC提出两个特性要求。一是在此应用的PLC好是具有实时刷新技术的PLC,使输出的可以达到数千赫芝或更高。其目的是使环形脉冲分配能有较高的分配速度,充分利用步进电机的速度响应能力,整个的快速性。二是PLC本身的输出端口应该采用大功率晶体管,以步进电机各相绕组数十伏脉冲电压、数安培脉冲电流的驱动要求。

步进电机的西门子PLC控制(1)
PLC直接驱动电机
环形分配程序对步进电机各相绕组的通电顺序进行环形脉冲分配,从而控制接到步进电机三相绕组的48V直流电源的依次通、断,形成磁场,使步进电机转动。步进电机的转动,由于步进电机是电感性负载,直流电阻很小,故接限流电阻以免脉冲电流过大损坏,当步进电机各相绕组的通电顺序按 :…A—AB—B—BC—C—CA—A…导通断开时,步进电机正转。按A—AC—C—CB—B—BA—A…依次导通、断开时,步进电机反转,即步进电机可以按三相六拍工作。每当步进电机走一步,环形脉冲分配程序的步数减一,当步数减为零时,停止环形脉冲分配,等待下一次的脉冲输入。
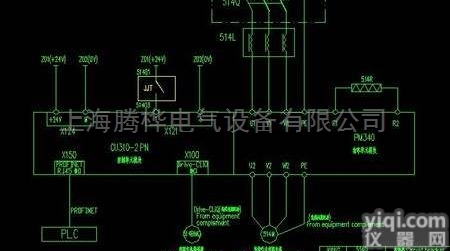
控制部分的定位主要由位置控制部分与转速控制部分组成,分别接PLC的I0.0-I0.7口。接线图如下:
步进电机的西门子PLC控制(1)本章阐述了此次设计的硬件设计。简单介绍了西门子S7-300系列PLC,以及S7-300系列PLC在使用中应该注意的问题。设计了一个功率放大电路,并且说明了本次设计的硬件接线

浙江西门子6SX7010-0KC00面板按键6SX7010-0KC00浙江面板按键代理商
道的地址为AQW4,AQW2不能用。14、S7-200CPU上的通讯口支持哪些讯协议?1)PPI协议:西门子专为S7-200的通讯协议2)MPI协议:不完全支持,只能作从站3)口:由用户自定义的通讯协议,用于与其他串行通讯设备通讯(如串行打印机等)。S7-200编程Micro/WIN提供了通过口实现的通讯功能:1)USS指令库:用于S7-200与西门子变频器(MM4系列、SINAMICSG110和老的MM3系列)2)ModbusRTU指令库:用于与支持ModbusRTU主站协议的设备通讯S7-200CPU上的两个通讯口基本一样,没有什么特LC控制的交通信灯, 对应方向(东与西对应、南与北对应)的灯通断规律完全相同,将对应的灯并联后可以节省一半的输出点。(4)负载多功能化 一个负载实现多种用途。例如,在的继电控制中,一个指示灯只指示一种状态。在PLC控制中,利用PLC的很容易实现利用一个输出点控制指示灯的常亮和闪亮,这样就可以利用一个指示灯表示两种不同的信息,从而节省PLC的输出点。(5)某些输出不进入PLC 中某些相对、比较简单的部分可以考虑不用PLC来控制,直接采用继电器控制即可。(6)利用输出点扩展输出点 与利用输出点扩展输入点相似,也可以用输出
(2)为防止静电对可编程控制器组件的影响,在可编程控制器前,先用手某一接地的金属物体,以释放人体所带静电。7分组输出
1.I/O点数(5)应合理配置PLC的使用,抗能力。具体采取的措施有:远离高压柜、高频设备、动力屏以及高压线或大电流动力装置;通信电缆和模拟电缆尽量不与其他屏(盘)或设备共用电缆沟;PLC柜内不用荧光灯等。另外,PLC虽适合工业现场,但使用中也应尽量避免直接震动和冲击、阳光直射、油雾、雨淋等;不要在有腐蚀性气体、灰尘过多、体附近应用;避免导电性杂物进入控制器。

怎样用西门子S7-200外加定位模块控制三台步进电机?
用西门子S7-200外加定位模块控制三台步进电机,分别是X,Y,Z轴,每个轴都有一个原点感应器,流程是:
X轴发送5000脉冲,完毕后Y轴2000个脉冲,然后是Z轴再发送200个脉冲,完毕后三轴回原点;回原点后停2S,然后X轴发送5500脉冲,完毕后Y轴2200个脉冲,然后是Z轴再发送300个脉冲,完毕后三轴回原点;回原点后再停2S,然后X轴发送6000脉冲,完毕后Y轴2300个脉冲,然后是Z轴再发送400个脉冲,完毕后三轴回原点。
编程思路1:
S7-200/PLC是晶体管型,本身就能控制两台步进马达(也只能控制两台),第三台步进马达追加用定位模块来控制。讨论:是否需要用到中断(比如X轴发完脉冲产生中断,此中断子程序再控制Y轴发脉冲,Y轴发完后再产生中断,此中断子程序再控制Z轴,Z轴发完后产生中断,此中断子程序使各个轴回原点)
编程思路2:
西门子的位控模块只能控制一台步进电机,要想控制3台的话,前提是3台电机不能同时运行,还要一个数字量的输入\输出模块,将位控模块的脉冲输出接在数字量模块的输入端,3台电机的脉冲线分别接在数字量模块的输出端,编程序来转换脉冲给不同的电机,方向3台电机可以并在一起就可以了.因为只有一台脉冲的电机才能运行

浙江面板按键代理商
1.PLC的安装
不管输入单元的LED灯亮还是灭,请检查输入开关是否确实在ON或OFF状态。如果输入开关的额定电流容量过大或由于油侵入等原因,容易产生不良。当输入开关与LED灯亮用电阻并联时,即使输入开关OFF但并联电路仍导通,仍可对PLC进行输入。如果使用光传感器等输入设备,由于发光/受光部位粘有污垢等,引起灵敏度变化,有可能不能完全进入“ON”状态。在比PLC运算周期短的时间内,不能接收到ON和OFF的输入。如果在输入端子上外加不同的电压时,会损坏输入回路。
二、I/O的选择
设计时主要应注以下几方面:
解决
3、S7-200CPU上的通讯口,通讯距离究竟有多远?
梯形图与流程图混合语言。这种语言,梯形图与流程图两者兼用,可使PLC程序结构化。它用流程图把PLC程序划分成若干结构块,并规范块间的逻辑联系。用梯形图再确定块中的种种量间的逻辑关系。这种混合语言有不同的实现,而且多用于大型的PLC的编程
本产品信息由(上海腾桦电气设备有限公司)为您提供,内容包括(浙江西门子6SX7010-0KC00面板按键)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(浙江西门子6SX7010-0KC00面板按键)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。