专门销售:西门子PLC模块,西门子触摸屏,西门子变频器 ,西门子软启动器 ,西门子直流调速器西门子数控系统 ,西门子电源模块 ,西门子电缆 ,西门子接头西门子编程软件 ,西门子工控机
湖南西门子6ES7322-1HF01-4AA1型号齐全
西门子PLC本身带有高速脉冲计数器和高速脉冲发生器,其发出的大为10KHz,能够步进电动机的要求。对PLC提出两个特性要求。一是在此应用的PLC好是具有实时刷新技术的PLC,使输出的可以达到数千赫芝或更高。其目的是使环形脉冲分配能有较高的分配速度,充分利用步进电机的速度响应能力,整个的快速性。二是PLC本身的输出端口应该采用大功率晶体管,以步进电机各相绕组数十伏脉冲电压、数安培脉冲电流的驱动要求。

步进电机的西门子PLC控制(1)
PLC直接驱动电机
环形分配程序对步进电机各相绕组的通电顺序进行环形脉冲分配,从而控制接到步进电机三相绕组的48V直流电源的依次通、断,形成磁场,使步进电机转动。步进电机的转动,由于步进电机是电感性负载,直流电阻很小,故接限流电阻以免脉冲电流过大损坏,当步进电机各相绕组的通电顺序按 :…A—AB—B—BC—C—CA—A…导通断开时,步进电机正转。按A—AC—C—CB—B—BA—A…依次导通、断开时,步进电机反转,即步进电机可以按三相六拍工作。每当步进电机走一步,环形脉冲分配程序的步数减一,当步数减为零时,停止环形脉冲分配,等待下一次的脉冲输入。
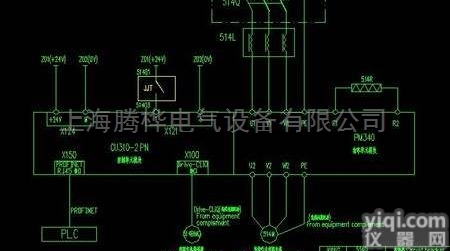
控制部分的定位主要由位置控制部分与转速控制部分组成,分别接PLC的I0.0-I0.7口。接线图如下:
步进电机的西门子PLC控制(1)本章阐述了此次设计的硬件设计。简单介绍了西门子S7-300系列PLC,以及S7-300系列PLC在使用中应该注意的问题。设计了一个功率放大电路,并且说明了本次设计的硬件接线

湖南西门子6ES7322-1HF01-4AA1型号齐全6ES7322-1HF01-4AA1湖南型号齐全一级代理商
DP下:可以用CP342-5通讯口进行S7编程或进行PROFIBUS的FDL连接,连接人机界面; DP Master下:CP342-5除了作为网络中的PROFIBUS主站之外,也可用于S7编程、FDL连接和连接人机界面。DP delay time参数一般不需设定,除非您采用FDL连接时,要与DP的I、O点刷新时间相一致,才根据PROFIBUS网络性能进行; DP Sle下:CP342-5除了作为网络中的从站之外,如果选择了The module is an active node on the PROFIBUS subnet选择框,那么CP 342-5也可)损坏所至,我分析与主控板散热不好也有一定的关系。但也有个别问题出在电源板上。例如:重庆某水泥厂回转窑驱动用的一台MM440-200kW变频器,由于负载惯量较大,启动转距大,设备启动时只能上升到5Hz左右就再也上不去,并且[F0001]。客户要求到现场服务,我当时考虑认为:作为变频器本身是没有问题的,问题是客户参数设置不当,用矢量控制,再正确设定电机的参数/模型就可以解决问题。又过了两天客户来电告诉我变频器已经坏了,故障现象是上电显示[-----]。经现场检查分析,这种故障是因为主控板出问题造成的,因为用户在安装的中没有严格遵循EMC规范,强弱电没有分开布线、接地不良并且没
2.热备用U通信部分选择Philips公司的PDIUD12[5]芯片作为的U接口器件,片内集成了高性能U接口电路、SIE、FIFO存储器、收发器以及电压器等,可与任何外部控制器或微处理器实现高速并行通信,其速率为2Mb/s,完全能够设计所要求的数据传输速度。U通信接口模块电路如图4所示。
专用编程器只能对厂家的几种PLC进行编程,使用范围有限,价格较高。同时,由于PLC产品不断更新换代,所以专用编程器的生命周期也十分有限。因此,现在的趋势是使用以个人计算机为基础的编程装置,用户只要购买PLC厂家提供的编程和相应的硬件接口装置。这样,用户只用较少的投资即可高性能的PLC程序。摘要:介绍了在制中选择PLC的一般,详细说明了在PLC机型的多样性,以及在PLC的输入输出点数功能等方面作如何选择。

怎样用西门子S7-200外加定位模块控制三台步进电机?
用西门子S7-200外加定位模块控制三台步进电机,分别是X,Y,Z轴,每个轴都有一个原点感应器,流程是:
X轴发送5000脉冲,完毕后Y轴2000个脉冲,然后是Z轴再发送200个脉冲,完毕后三轴回原点;回原点后停2S,然后X轴发送5500脉冲,完毕后Y轴2200个脉冲,然后是Z轴再发送300个脉冲,完毕后三轴回原点;回原点后再停2S,然后X轴发送6000脉冲,完毕后Y轴2300个脉冲,然后是Z轴再发送400个脉冲,完毕后三轴回原点。
编程思路1:
S7-200/PLC是晶体管型,本身就能控制两台步进马达(也只能控制两台),第三台步进马达追加用定位模块来控制。讨论:是否需要用到中断(比如X轴发完脉冲产生中断,此中断子程序再控制Y轴发脉冲,Y轴发完后再产生中断,此中断子程序再控制Z轴,Z轴发完后产生中断,此中断子程序使各个轴回原点)
编程思路2:
西门子的位控模块只能控制一台步进电机,要想控制3台的话,前提是3台电机不能同时运行,还要一个数字量的输入\输出模块,将位控模块的脉冲输出接在数字量模块的输入端,3台电机的脉冲线分别接在数字量模块的输出端,编程序来转换脉冲给不同的电机,方向3台电机可以并在一起就可以了.因为只有一台脉冲的电机才能运行

湖南型号齐全一级代理商
一、触点LD、A、O、LDN、AN、ON、
根据被控对象对PLC控制的功能要求,确定所需的用户输入、输出设备。常用的输入设备有按钮、选择开关、行程开关、传感器等,常用的输出设备有继电器、器、指示灯、电磁阀等。
2.明确的变量常数:图形符相当于操作码,规定了运算功能,操作数由用户填人,如:K400,T120等。PLC中的变量和常数以及其取值范围有明确规定,由产品型号决定,可查阅产品目录手册。
(2)由辅助继电器控制输出继电器,以此构成输出阶梯
选择网络电缆
逻辑图是一种类似于数字逻辑电路结构的编程语言,由与门、或门、非门、定时器、计数器、触发器等逻辑符号组成。有数字电路基础的电气技术人员较容易,如图2所示。
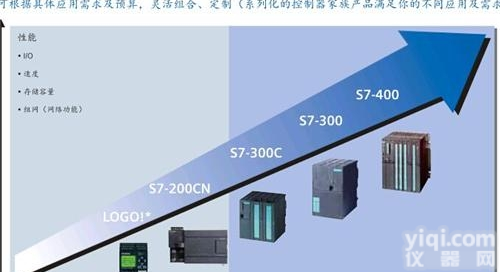
PLC机型选择的基本原则是:在功能要求的前提下,选择可靠、使用方便以及性能价格比优的机型。通常做法是,在工艺比较固定、条件的,建议选用整体式结构的PLC;其他情况则好选用模块式结构的PLC;对于开关量控制以及以开关量控制为主、带少量模拟量控制的工程项目中,一般其控制速度无须考虑,因此,选用带A/D转换、D/A转换、加减运算、数据传送功能的低档机就能要求;而在控制比较复杂,控制功能要求比较高的工程项目中(如要实现PID运算、闭环控制、通信联网等),可视控制规模及复杂程度来选用中档或机(其中机主要用于大规模控制、全PLC的分布式控制以及整个工厂的自动化等)。根据不同的应用对象,表1列出了PLC的几种功能选择。
 6ES7322-1HF01-4AA1 湖南西门子6ES7322-1HF01-4AA1型号齐全
6ES7322-1HF01-4AA1 湖南西门子6ES7322-1HF01-4AA1型号齐全
 湖南西门子6ES7322-1HF01-4AA1型号齐全
湖南西门子6ES7322-1HF01-4AA1型号齐全
 西门子 山西西门子6SE7024-7ED61型号齐全
西门子 山西西门子6SE7024-7ED61型号齐全
 西门子 辽宁西门子6SX7010-0KA00型号齐全
西门子 辽宁西门子6SX7010-0KA00型号齐全
 西门子 河北西门子6EP1331-2BA10型号齐全
西门子 河北西门子6EP1331-2BA10型号齐全
 西门子 四川西门子3RW4444-6BC44型号齐全
西门子 四川西门子3RW4444-6BC44型号齐全
 西门子 北京西门子6SY7000-0AH55型号齐全
西门子 北京西门子6SY7000-0AH55型号齐全
 西门子 西门子CPU417-4型号齐全
西门子 西门子CPU417-4型号齐全
 西门子 西门子CPU412-5H型号齐全
西门子 西门子CPU412-5H型号齐全
 江西西门子CPU1515-2PN型号齐全
江西西门子CPU1515-2PN型号齐全
 山西西门子CPU412-2PN型号齐全
山西西门子CPU412-2PN型号齐全
 西藏西门子3RW4422-1BC44型号齐全
西藏西门子3RW4422-1BC44型号齐全
本产品信息由(上海腾桦电气设备有限公司)为您提供,内容包括(湖南西门子6ES7322-1HF01-4AA1型号齐全)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(湖南西门子6ES7322-1HF01-4AA1型号齐全)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。