
 河北优质铸铁T型槽平台2*3米现货,特价销售。
河北优质铸铁T型槽平台2*3米现货,特价销售。
 河北优质铸铁T型槽平台2*3米现货特价销售
河北优质铸铁T型槽平台2*3米现货特价销售
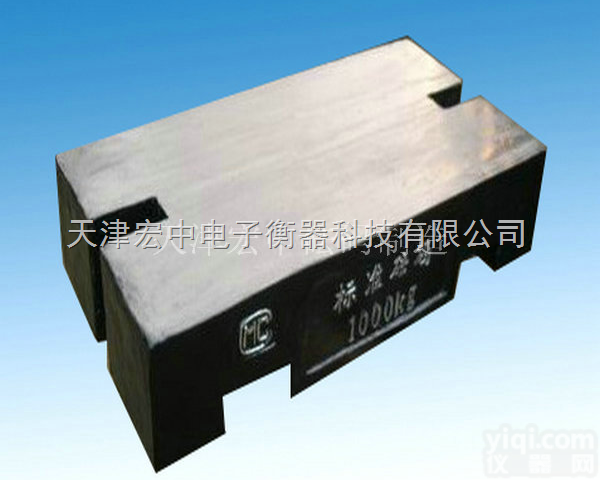 M1-1000kg 1吨铸铁砝码(平板型)2吨铸铁砝码特价销售
M1-1000kg 1吨铸铁砝码(平板型)2吨铸铁砝码特价销售
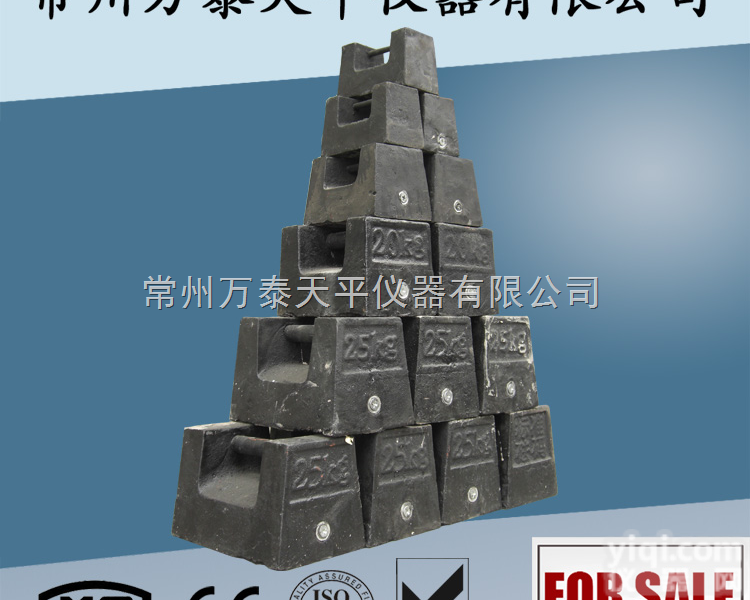 标准铸铁砝码 特价销售 锁形砝码5kg/10kg/20kg/25kg标准铸铁砝码 常...
标准铸铁砝码 特价销售 锁形砝码5kg/10kg/20kg/25kg标准铸铁砝码 常...
 M1 山东5kg铸铁砝码,河北25kg铸铁砝码,新疆200kg铸铁砝码
2500*4000 泊头威岳厂家特价销售铸铁试验平台值得信赖
M1 山东5kg铸铁砝码,河北25kg铸铁砝码,新疆200kg铸铁砝码
2500*4000 泊头威岳厂家特价销售铸铁试验平台值得信赖
 泊头威岳厂家特价销售铸铁试验平台2500*4000值得信赖
泊头威岳厂家特价销售铸铁试验平台2500*4000值得信赖
 厂家特价销售铸铁T 型槽平台3000*4000质量有保障
大型铸铁T型槽平台3000*4000厂家现货特价销售质量有保障
厂家特价销售铸铁T 型槽平台3000*4000质量有保障
大型铸铁T型槽平台3000*4000厂家现货特价销售质量有保障
 M1-200KG 大连200千克铸铁砝码,锁型电子称砝码特价销售
M1-200KG 大连200千克铸铁砝码,锁型电子称砝码特价销售
 M1-20KG 北京20Kg标准砝码厂家,20公斤铸铁砝码特价销售
M1-20KG 北京20Kg标准砝码厂家,20公斤铸铁砝码特价销售
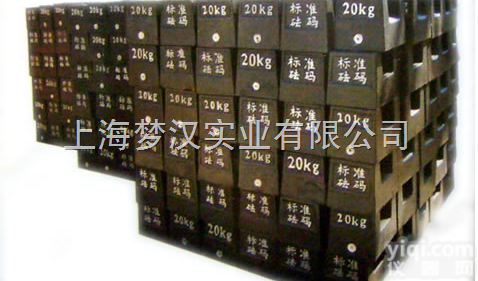 M1等级标准铸铁砝码厂家-上海市标准砝码计量厂-砝码特价销售
M1等级标准铸铁砝码厂家-上海市标准砝码计量厂-砝码特价销售
本产品信息由(河北威岳机械有限公司)为您提供,内容包括(河北优质铸铁T型槽平台2*3米现货,特价销售。)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(河北优质铸铁T型槽平台2*3米现货,特价销售。)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。



