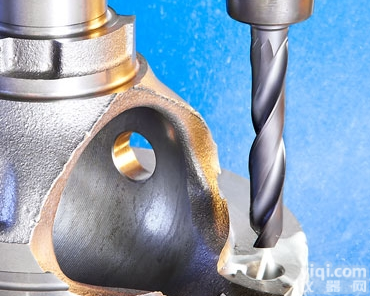
货号 整体硬质合金钻头 规格 ISCAR伊斯卡整体硬质合金钻头 供货周期 两周 应用领域 建筑/建材/家具,钢铁/金属,汽车及零部件
ISCAR伊斯卡整体硬质合金钻头
特点:
钻削直径3-20mm,钻深比3xD, 5xD & 8xD
钻削直径0.8-2.9mm,钻深比4xD &6xD
右旋钻头,分带内冷却通孔及不带内冷却通孔两种
硬质合金基体为超细晶粒的IC08
TiAlN涂层,使得钻头性能佳,孔加工质量高,生产成本更低
整体硬质合金钻头依据DIN 6537标准设计制造。伊斯卡提供两种整体硬质合金规格,易于辨识:钻头SCD … (Solid Carbide Drill) 及钻铰刀SCDR … (Solid Carbide Drill Reamer)
SCD钻头技术说明:钻头直径依据m7公差制造,钻柄依据DIN 6535标准制造,加工ISO P类被加工材料的钻头,带30°螺旋角,140°锋角,对芯厚与芯厚倒锥进行了加强处理。
SCDR钻铰刀技术说明:依据DIN 1420标准,加工孔径精度H7,钻柄依据DIN 6535标准制造,加工ISO K类被加工材料(于含铁素体的材料),直刃,140°锋角,钻头芯厚进行了加强处理。

ISCAR伊斯卡整体硬质合金钻头
带内冷却通孔
- SCD-ACP3N
- SCD-ACG8
- SCD - ACP5N
- SCD – ACP8
不带内冷却通孔
- SCD-AP4
- SCD-AP6
- SCD-AP3N
- SCD-AP5N
- SCCD-AP5
20xD钻头
- SCD-ACP20
- SCD-ACP-CS
淬硬材料钻削
- SCD-AH5
螺纹底孔预加工
- SCDT
工业领域的金属加工量在持续增长,对刀具提出了更快速、精度更高的要求,这就需要反溯到刀具需依据更高的质量控制标准制造。伊斯卡的目标是经由缩短切削时间来降低加工成本,并提高产品品质。
伊斯卡荣幸地推介完全铰削解决方案。伊斯卡独特的铰刀用于精加工孔,提升制造业生产率。
伊斯卡为各种孔加工挑战打包提供完整的解决方案,可参考用户需求,依据切削参数及各种不同的现场加工影响因素。伊斯卡可提供从Z小直径Ø0.8mm的整体硬质合金钻头,到直径Ø80mm的夹持可转位刀片的钻头。钻深比从Z短的1.5xD到100xD的深孔钻(BTA及枪钻)。
以上相关信息仅供参考,具体以厂家实际出厂为准,有关产品型号、外观、参数、图纸等,请咨询。
本产品信息由(南京山本机电有限公司)为您提供,内容包括(整体硬质合金钻头 ISCAR伊斯卡整体硬质合金钻头)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(整体硬质合金钻头 ISCAR伊斯卡整体硬质合金钻头)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。