
货号 伊斯卡整体硬质合金铰刀 规格 整体硬质合金铰刀 供货周期 两周 应用领域 建筑/建材/家具,钢铁/金属,汽车及零部件
伊斯卡整体硬质合金铰刀
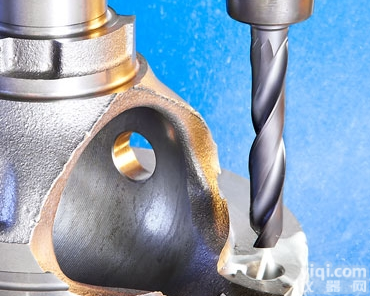
整体硬质合金铰刀,快速铰削
铰刀依据DIN 1420标准生产。这确保了采用此类铰刀所加工孔公差在其公差范围内,重新修磨还可发挥铰刀的经济潜能。
影响铰削孔公差的其他因素:铰刀前角,铰刀导向角,刀柄夹持力,预钻孔尺寸,加工稳定性,冷却类型。
建立以下基于实际经验的基本准则,用于确定铰刀的制造公差。
应用:
通孔-徘泄段短
冷却液有助于排屑。左手螺旋刀头为加工通孔而设计。源于此特别设计,切屑一经形成,就被推向前。
盲孔-排屑段长
冷却液有助于排屑。冷却液喷射到刚形成的切屑,促使其向后排出。切屑经由直的排屑槽排出,不会对铰刀及被加工孔表面质量造成破坏。


伊斯卡整体硬质合金铰刀
RM-SHR-H7N-CS:用于通孔的带螺旋槽和圆柱柄的DIN8093硬质合金实心铰刀。-C-硬质合金,CH-硬钎焊硬质合金头,符合DIN1809标准
RM-SHR-0700-H7N-CS-C 07 |
RM-SHR-0800-H7N-CS-C |
RM-SRH-Q-MT:DIN117莫氏锥度1:30锥度连接套式扩孔器柄、拔出螺母、传动环和键。
RM-SRH Q13-MT3 |
RM-SRH Q16-MT3 |
RM-SRH Q19-MT3 |
RM-SRH Q19-MT4 |
RM-SRH Q22-MT3 |
RM-SRH Q22-MT4 |
RM-SRH Q27-MT4 |
RM-SRH Q27-MT5 |
RM-SHR-H7S-CS:DIN 8093整体硬质合金铰刀,带有直槽和用于盲孔的圆柱柄。 C - 整体硬质合金,CH - 钎焊整体硬质合金头,DIN 1809柄。
RM-SHR-0850-H7S-CS-CH
以上相关信息仅供参考,具体以厂家实际出厂为准,有关产品型号、外观、参数、图纸等,请咨询。
 整体硬质合金铰刀 伊斯卡整体硬质合金铰刀
整体硬质合金铰刀 伊斯卡整体硬质合金铰刀
 整体硬质合金钻头 ISCAR伊斯卡整体硬质合金钻头
整体硬质合金钻头 ISCAR伊斯卡整体硬质合金钻头
 16-18浮动镗刀硬质合金,硬质合金浮动铰刀18-20
16-18浮动镗刀硬质合金,硬质合金浮动铰刀18-20
 硬质合金浮动镗刀,硬质合金浮动铰刀
硬质合金浮动镗刀,硬质合金浮动铰刀
 硬质合金浮动镗刀,硬质合金浮动铰刀
硬质合金浮动镗刀,硬质合金浮动铰刀
 硬质合金气门座铰刀、手动可调铰刀、气门座铰刀、气动研磨机、研磨机皮碗、研磨机配件
硬质合金气门座铰刀、手动可调铰刀、气门座铰刀、气动研磨机、研磨机皮碗、研磨机配件
 气门座铰刀 硬质合金铰刀 铰刀 磨轮
气门座铰刀 硬质合金铰刀 铰刀 磨轮
 气门铰刀,气门座铰刀,硬质合金气门座铰刀【产品经久耐用|GX节能|价格...
气门铰刀,气门座铰刀,硬质合金气门座铰刀【产品经久耐用|GX节能|价格...
 硬质合金气门座铰刀、手动可调铰刀、气门座铰刀、气动研磨机、研磨机皮碗、...
硬质合金气门座铰刀、手动可调铰刀、气门座铰刀、气动研磨机、研磨机皮碗、...
 平面可调铰刀 硬质合金铰刀 磨轮
平面可调铰刀 硬质合金铰刀 磨轮
 磨轮 气门座铰刀 磨头 硬质合金气门座铰刀
磨轮 气门座铰刀 磨头 硬质合金气门座铰刀
 15-90度 平面铰刀 硬质合金铰刀
15-90度 平面铰刀 硬质合金铰刀
本产品信息由(南京山本机电有限公司)为您提供,内容包括(整体硬质合金铰刀 伊斯卡整体硬质合金铰刀)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(整体硬质合金铰刀 伊斯卡整体硬质合金铰刀)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。








