振动(焊接)应力消除设备区别
振动时效加超声波(超声冲击设备)在机械行业消除应力已经是很普遍的现象,但是他们具体的区别以及使用顺序等有很多的客户不了解,下面我司做简单的介绍,希望能帮到大家。
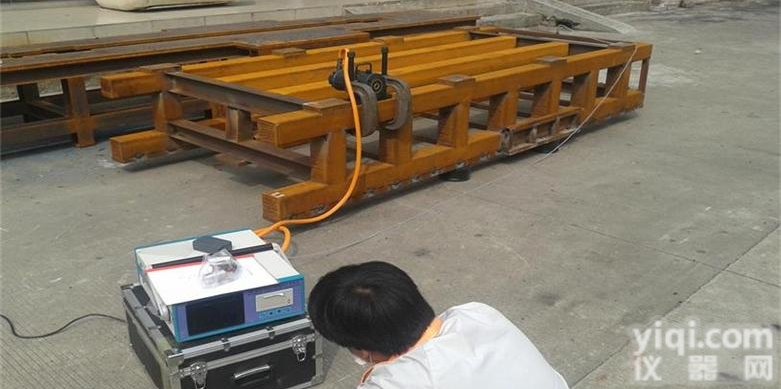
1、振动时效作为消除残余应力的一种设备,主要通过振动时效控制器带动激振器的转速,使工件产生共振来达到消除应力的目的。,对于消除工件应力来说,是对工件整体应力消除,其作用有两个其一是消除应力,其二是均化应力。
2、超声波消除应力设备(超声冲击)是专门针对焊接焊缝应力消除手段,是目前所有消除焊接应力的一种,而且可以把拉应力变成压应力,在机械行业应用中,特别是军工企业及大型船厂应用广泛。
( 振动时效)原理和(超声冲击)原理区别
“振动时效设备”和“超声冲击设备”都是应用于金属焊接结构件、铸造件等残余应力消除的产品,应用这两款设备的目的是相同的,但应用的场合和工件确有着天壤之别,如果选错设备,则会起到事倍功半的效果,难免差强人意。因此,要想正确选择这两款应力消除设备,需要对他们的工作原理有一定的了解和区别。
消除内应力设备“振动时效设备”主要是利用共振的原理对被时效工件进行整体应力消除和均化,防止其变形开裂,因为需要让被时效工件形成共振,所以整个操作过程,必须用橡胶垫或枕木将工件支撑从而离开地面,对于桥梁、钢结构厂房等已固定的工件则无法进行有效时效;而“超声冲击设备”则是依靠可以随意移动的超声冲击枪和工件接触,针对性的对工件局部进行应力消除,想冲击哪个部位就将冲击枪对准哪里就可以。
“振动时效设备”的振动方式不是上下振动,而是以正玄波的方式进行敲击作用,因此振动能量也相应减少,而“超声冲击设备”是做的前后冲击运动,输出的能量没有衰减,因此到达工件的有用功要远远大于振动时效设备
“振动时效设备”拘于激振器的性能,设备的振动频率Z高只能达到166HZ(10000转/分),而“超声冲击设备”是利用超声波发生器和换能器、变幅杆组成的高频冲击设备,其冲击振动频率可达到20000HZ以上,是“振动时效设备”输出频率的120倍以上。
根据以上情况可以看出,“振动时效设备”主要是用于工件的整体应力消除和均化,而对于固定的工件或局部则效果就不是很明显了;“超声冲击设备”对于长焊缝、多焊缝及大型桥梁、钢结构等建筑及工件更为适合,同时因为其输出的高频特性,可以将焊接应力消除率提高到,并产生理想的压应力,从而提高了焊接接头疲劳强度,延长了疲劳寿命。
(振动时效设备)和(超声冲击设备)使用过程区别
一套完整的“振动时效设备”,主要有控制器、激振器、拾振器、橡胶垫、卡具、连接电缆等组成,缺一不可,其工作过程如下:
一套完整的“超声冲击设备”,主要有“超声波电源控制箱”、“冲击枪”和“连接电缆”组成,缺一不可,其工作过程如下:
用连接电缆将“超声波电源控制箱”和“冲击枪”连接起来
用“冲击枪”直接对被时效工件部位进行应力消除
从以上分析可以看出,“超声冲击设备”的操作更加简单,使用更加灵活;更适合应用与:桥梁、船舶、钢结构、航天等大型构件及对局部应力消除要求比较高的行业。
本产品信息由(济南达顺科技设备有限公司)为您提供,内容包括(BN10 振动(焊接)应力消除设备)的品牌、型号、技术参数、详细介绍等;如果您想了解更多关于(BN10 振动(焊接)应力消除设备)的信息,请直接联系供应商,给供应商留言。若当前页面内容侵犯到您的权益,请及时告知我们,我们将马上修改或删除。