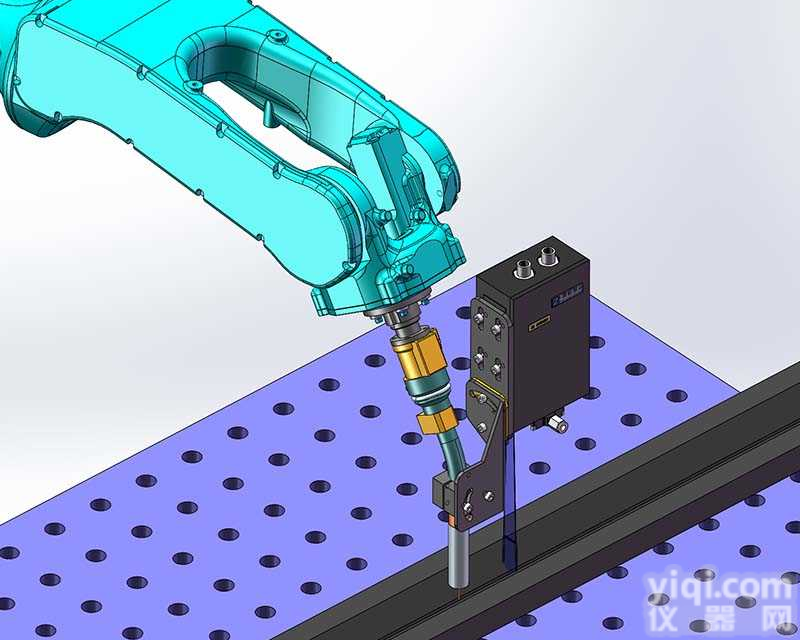
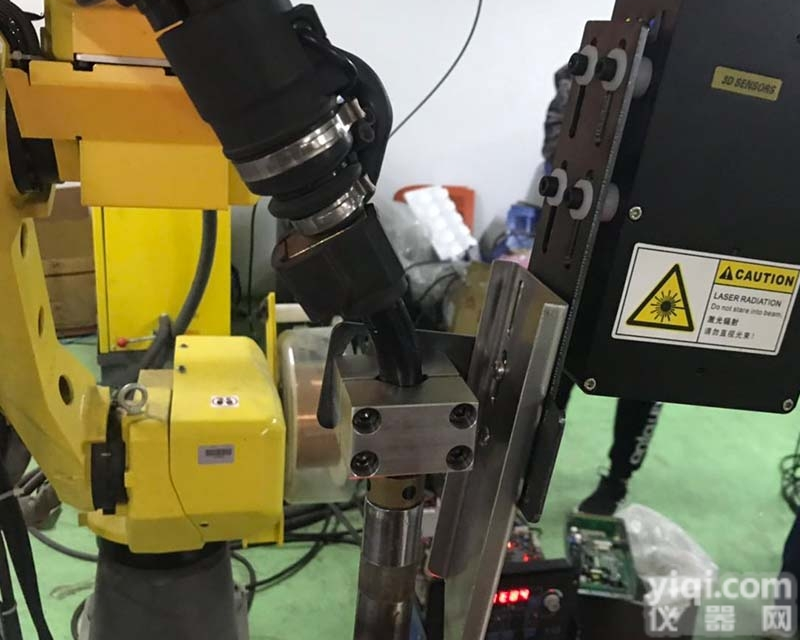
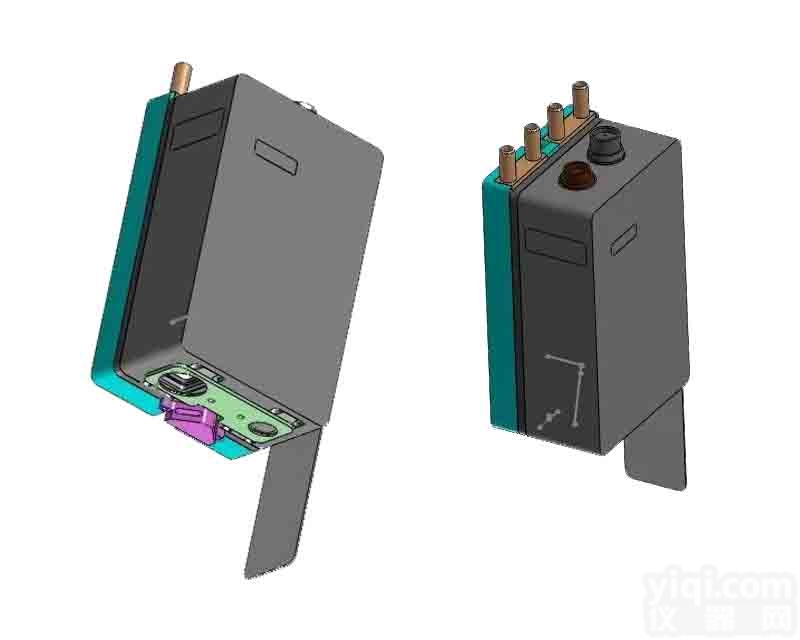
激光焊缝跟踪
1.泓川科技焊缝跟踪系统、激光焊缝跟踪x2a6a32n始终坚持高品质,泓川科技机器视觉检测始终坚持客户优先。泓川科技十分注重激光测距传感器核心技术的积累,公司美国邦纳BANNER代理已经拥有自有知识产权。 2.详细说明: 焊缝方法和焊缝类型:激光焊缝跟踪系统可以用于各种焊接方法的跟踪,如MIG、TIG、埋弧焊、等离子焊和激光焊。可以跟踪的焊缝类型有很多种,包括对接、搭接、角接、边缘跟踪、坡口等。 当焊接专机装备激光焊缝跟踪系统后,废品率和返修率就大大降低了。此外间隙的测量结果可以用来连续矫正焊接过程,这是实时的自适应焊接过程。 只要有一个台阶或者边缘,如对非常紧密的对接焊缝,激光焊缝跟踪系统就能够找到并跟随它。 机器人焊缝跟踪中传感器的应用 目前,用于工业生产的弧焊机器人主要是示教再现型机器人,在机器人弧焊过程中,它们可以在其工作空间内高精度重复已经示教的动作。但这也带来一定的局限性,那就是应变能力很差,对工件的装配精度要求较严,重复性要好,在这里传感器起到决定性作用。如果焊接条件基本稳定,则机器人能够保证焊接质量。但在实际焊接过程中,为了避免机器人工作时发生危险,操作人员不难或不宜进入机器人的工作区域,使得操作者不能近距离实时监视焊接过程并作必要的调节控制。当实际的焊接条件发生变化时,例如工件在加工、装配过程中的尺寸误差和位置偏差以及焊接工件受热变形等因素的变化会使接头位置偏离所示教的路径,这样会造成焊接质量下降甚至失败。所以精确的焊缝跟踪是保证焊接质量的关键,它是实现焊接过程自动化的重要研究方向,而JZ的焊缝有得得力于传感器的JZ感应以及控制。 弧焊用传感器可分为直接电弧式、接触式和非接触式三大类。按工作原理可分为机械、机电、电磁、电容、射流、超声、红外、光电、激光、视觉、电弧、光谱及光纤式等。按用途分有用于焊缝跟踪、焊接条件控制(熔宽、熔深、熔透、成形面积、焊速、冷却速度和干伸长)及其他如温度分布、等离子体粒子密度、熔池行为等的研究。据日本焊接技术学会104年所做的调查显示,在日本、欧洲及其他发达国家,用于焊接过程的传感器有80%是用于焊缝跟踪。 接触式传感器一般在焊枪前方采用导杆或导轮和焊缝或工件的一个侧壁接触,通过导杆或导轮把焊缝位置的变化通过光电、滑动变阻器、力觉等方式转换为电信号,以供控制系统跟踪焊缝。其特点为不受电弧干扰,工作可靠,成本低,曾在生产中得到过广泛应用.但跟踪精度不高,目前正在被其他传感方法取代。此外,现在有的工业机器人中利用接触传感方式进行焊缝起点的寻找。而电弧式传感器利用焊接电极与被焊工件之间的距离变化能够引起电弧电流,电弧电压变化这一物理现像来检测接头的坡口ZX。电弧传感方式主要有摆动电弧传感、旋转电弧传感以及双丝电弧传感。因为旋转电弧传感器的旋转频率可达几十赫兹以上,大大高于摆动电弧传感器的摆动频率(10Hz以下),所以提高了检测灵敏度,改善丁焊缝跟踪的桔皮,巳可以提高焊接速度,使焊道平滑等。 产品名称:焊缝跟踪; 品Pai商标:泓川科技; 区域:全国; 价格:100000; 3.泓川科技始终坚持“为客户创造价值,与员工共同成长”的企业宗旨;与时俱进,与美国邦纳BANNER代理行业共同进步,合力同行,创新共赢。想要获取更多有关激光焊缝跟踪、焊缝跟踪器的信息,可登录泓川科技:www.hongchuantec.com查看。

 美国光动激光跟踪仪|激光干涉仪长沙总代理
美国光动激光跟踪仪|激光干涉仪长沙总代理
 可搭载机器人的智能激光焊缝跟踪系统 实时激光焊缝跟踪传感器
可搭载机器人的智能激光焊缝跟踪系统 实时激光焊缝跟踪传感器
 拥有专业的激光焊缝跟踪,泓川科技焊缝跟踪系统技术,GX的
拥有专业的激光焊缝跟踪,泓川科技焊缝跟踪系统技术,GX的
 HD6-0020W 激光焊缝跟踪:抗弧光飞溅 实时跟踪
HD6-0020W 激光焊缝跟踪:抗弧光飞溅 实时跟踪
 焊缝跟踪,ZG领先的焊缝跟踪器一站式品Pai服务
焊缝跟踪,ZG领先的焊缝跟踪器一站式品Pai服务
 LF-0050 激光焊缝跟踪传感器 线激光
LF-0050 激光焊缝跟踪传感器 线激光
 LP-S5050 激光焊缝跟踪传感器 手持式缝隙测量仪
LP-S5050 激光焊缝跟踪传感器 手持式缝隙测量仪
 HD6-0050 睿强光电激光焊缝跟踪器
HD6-0050 睿强光电激光焊缝跟踪器
 HD6-0007 3D线激光轮廓扫描检测相机 焊缝跟踪传感器
HD6-0007 3D线激光轮廓扫描检测相机 焊缝跟踪传感器
 HD6-0050W 新品HD6系列激光钢管焊缝跟踪传感器
HD6-0050W 新品HD6系列激光钢管焊缝跟踪传感器







